Азы электросварки
Инверторные аппараты отличаются достаточно высокой экономичностью и простотой работы. Основная нагрузка для функционирования подобного оборудования ложится на электросеть.
Он обладает накопительными конденсаторами, позволяющими аккумулировать электроэнергию и обеспечить бесперебойный процесс сварки и мягкий розжиг дуги.
В отличие от старых приборов, обеспечивающих максимальный толчок электроэнергии для работы, в следствие чего могут повыбивать пробки, инвертор позволяет спокойно работать от бытовой электросети.
Пороки сварных швов.
Чтобы разобраться с тем, как варить инверторной сваркой, необходимо разобраться с азами ее работы.
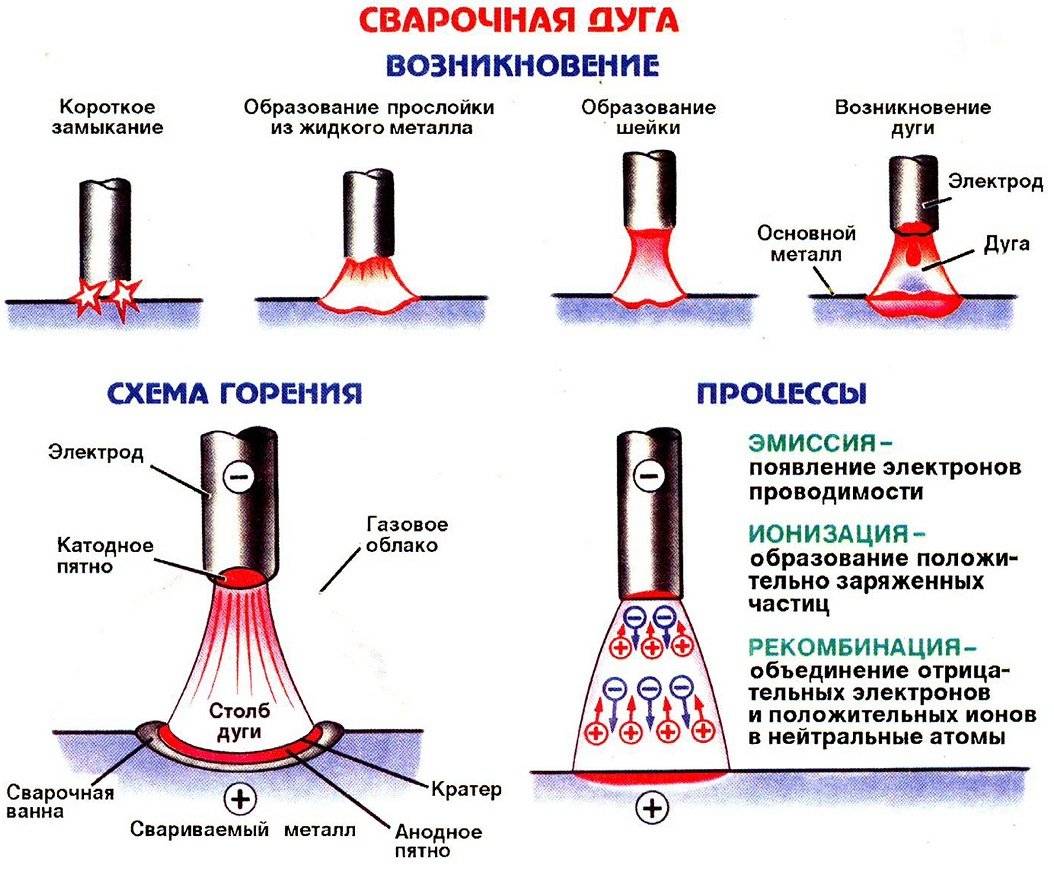
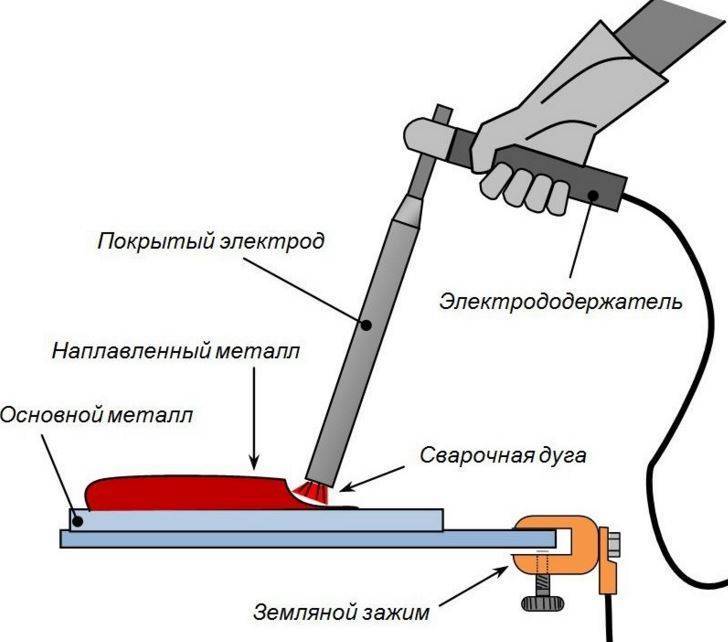
В подобных аппаратах ручной сварки дуга формируется в результате контакта электрода с изделием. Под воздействием температуры происходит расплавление металла и электрода. Расплавленная часть стержня и изделия формируют ванну.
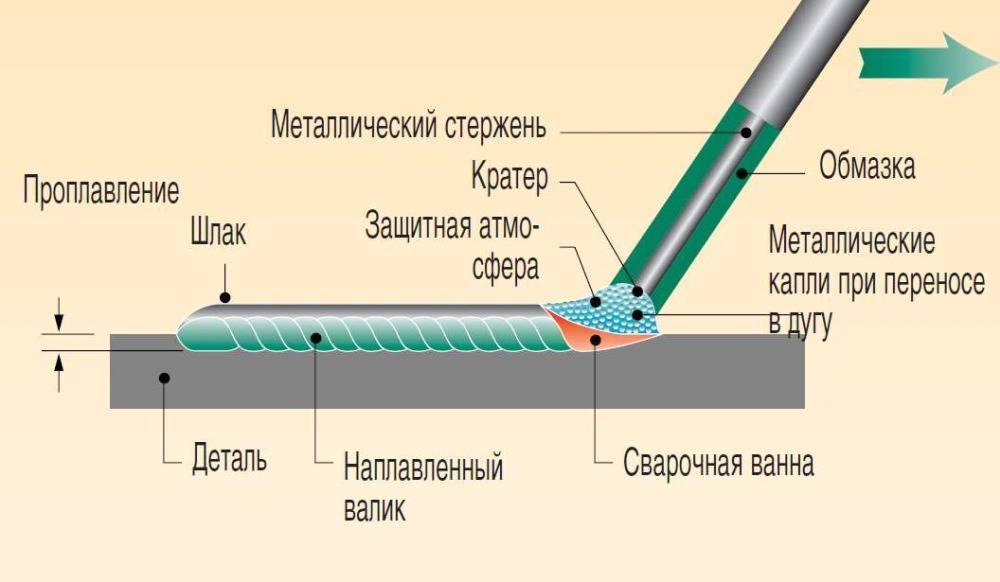
Обмазка стержня также расплавляется частично, переходя в газообразное состояние и закрывая сварочную ванну от доступа кислорода. Это позволяет защитить изделие от окисления.
Каждый электрод в зависимости от своего диаметра рассчитан на определённую силу тока. Если ее уменьшить ниже положенного значения, тогда шов не получится. Увеличение данного параметра позволит сформировать шов, однако стержень будет сгорать слишком быстро.
По окончании сварочных работ обмазка остывает, превращаясь в шлак. Он покрывает соединение металлических деталей с наружной стороны. Путем постукивания шва молотком удается достаточно легко избавиться от шлака.
Также есть простые правила сварки. Чтобы дуга не гасла во время работы, сварщику следует выдерживать постоянное расстояние между стержнем и изделием.
Сделать это не так и просто из-за расплавления электрода, поэтому он должен с постоянной скоростью подаваться в зону сварки. Кроме того необходимо стараться вести электрод ровно вдоль соединения, чтобы получить шов максимального качества.
Подробности
Типы аппаратов для сварки
На строительном рынке есть множество моделей сварочных аппаратов, и среди всего разнообразия стоит выделить следующее:
- Выпрямители.
- Плазменные.
- Трансформаторы.
- Автоматы.
- Инверторы.
- Полуавтоматы.
В условиях дома или мастерской обычно используют трансформаторы из-за малой стоимости, а также инверторы из-за удобства и простоты выполнения работ. Остальные потребуют либо особые условия для работы, которые можно создать лишь на производстве, или потребуется длительное приобретение навыков и особое обучение.
Трансформаторные
Устройство подобных автоматов самое обычное – это понижающий и мощный трансформатор, причем именно в его вторичную обмотку и включают электрическую рабочую цепь. Достоинства такого устройства заключаются в его простоте, неприхотливости, живучести и дешевизне. А из недостатков выделим большой вес и размеры, низкий уровень стабильности дуги, работа на переменном токе и создание бросков напряжения в сети питания. Подобный аппарат потребует от сварщика большого опыта и мастерства. Для обучения начинающего мастера устройство плохо подходит.
Инверторы
Кроме того, устройство не вызывает напряжения бросков в сети питания. Но есть пару недостатков – высокая стоимость и малая степень устойчивости к морозу. Обучение начать стоит именно с инвертора, потому что стабильность параметров души и наличие дополнительных функций облегчат старт и предотвратят залипание, а также дадут возможность новичкам сосредоточиться на шве и как можно скорее освоить новую для них технологию.
Что нужно для выполнения работ начинающим мастерам
Для того, чтобы приступить к обучению, потребуется выбрать соответствующую экипировку и оборудование
Особое внимание стоит уделять собственным средствам защиты, потому что сварочные работы представляют собой вредный процесс для органов дыхания и зрения. Потребуется организовать рабочее место, а если оно находится в мастерской, то комнату потребуется снабдить эффективной вытяжной системой и прекрасным освещением
Чтобы правильно варить металл инвертором или другим приспособлением, немаловажную роль будет играть и место. Если вы желаете начать обучение на свежем воздухе, то делать это следует на сухом основании и под навесом, который будет защищать вас и оборудование от дождя. Рабочее место должно получится просторным, не быть захламленным, а также не стеснять движения сварщика. Кабели следует прокладывать так, чтобы вы на них не наступили и не запнулись при перемещении вокруг заготовок. В качестве заготовки для отработки навыков стоит выбирать обрезки проката и стальные листы, а начинать с важных конструкций не рекомендуется.
Средства защиты и инструменты
Из инструментария, оборудования и материалов нужно:
- Болгарка (УШМ) для нарезания заготовок и зачистки швов.
- Набор ручных слесарных инструментов – зубила, молотки, пассатижи и прочее.
- Щетка из металла для зачистки заготовок.
- Струбцины и зажимы для того, чтобы заготовки были соединены между собой.
- Электроды.
И, конечно же, вам потребуется инвертор.
Какие выбрать электроды
Чтобы научиться хорошо варить металл, потребуется выбрать сварочные материалы по типу свариваемых материалов и их толщиной. В качестве задания для учебы стоит выбирать стандартные низкоуглеродные конструкционные стали. Для них прекрасно подойдут популярные электроды с обмазкой. Обычно требуется учить на электродах с диаметром 1.6, 2 и 3 мм (это для тонкостенных конструкций), а с толщиной от 4 до 6 мм для сваривания заготовок с толстыми стенками.
Чаще всего для домашних условиях применяют электроды с диаметром в 3 мм, а более тонкие подойдут для сваривания деталей с тонкими стенками. Мощность устройства обязательно должна соответствовать диаметру электрода, а в руководстве пользователя есть табличка для определения рабочего тока по номера электрода.
Слои и расположение в пространстве
Шов металла может состоять из валика, сделанного за один проход. В этом случае он называется однослойным. При большой толщине свариваемых деталей выполняют несколько проходов, в результате которых последовательно образуются валики один на другом. Такое сварочное соединение называется многослойным.
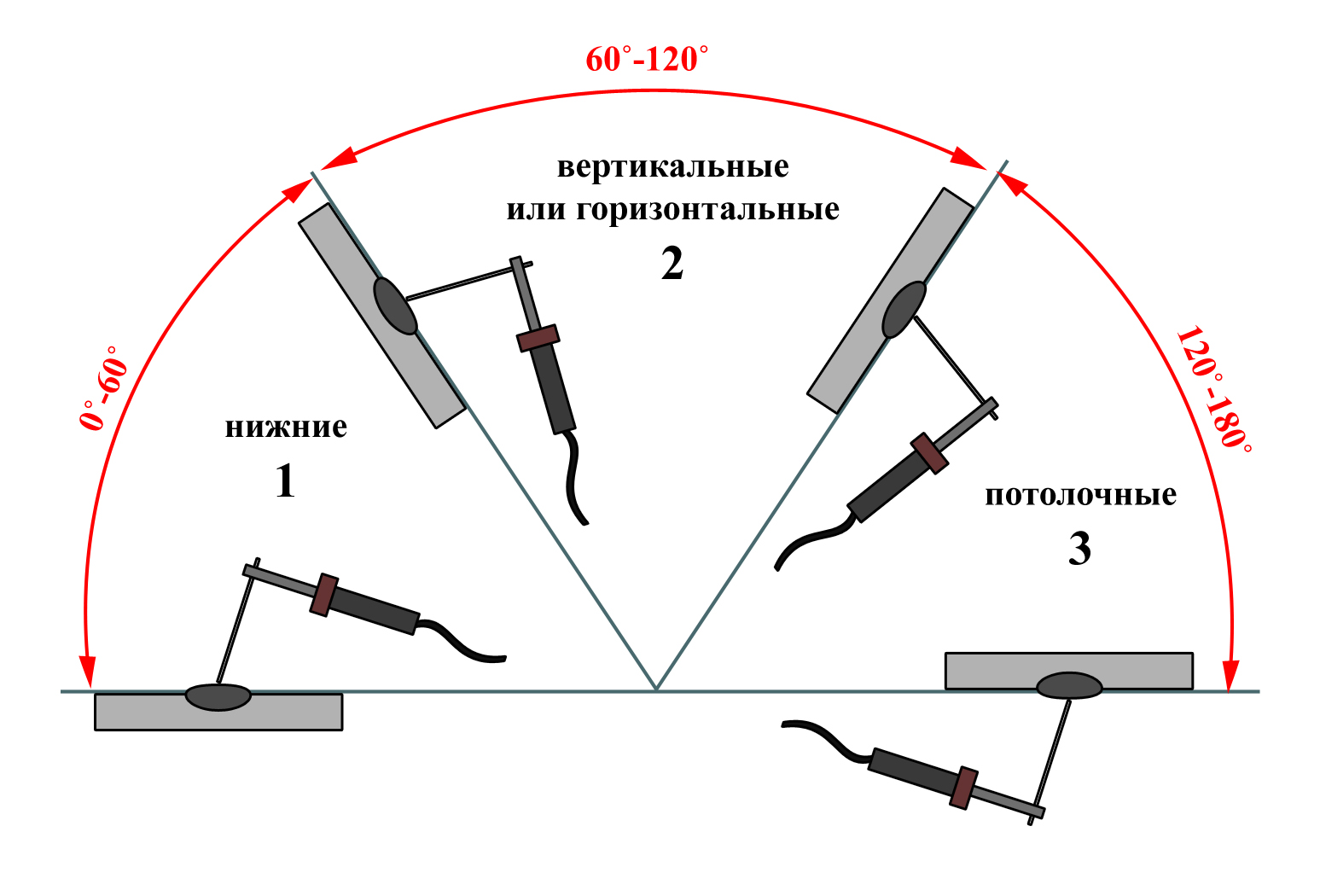
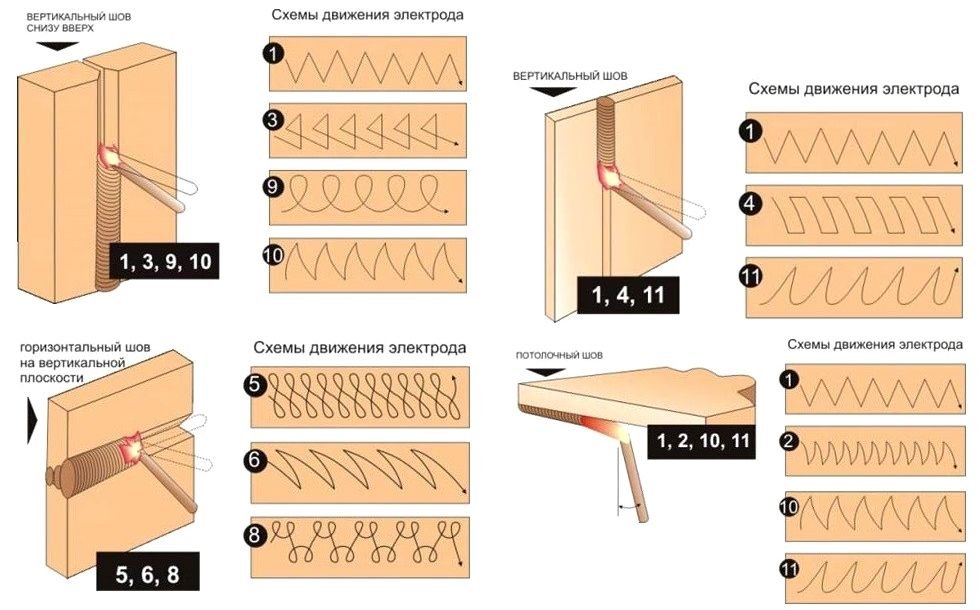
Учитывая многообразие производственных ситуаций, при которых происходит сварка, понятно, что сориентированы швы в каждом конкретном случае по-разному. Бывают швы нижние, верхние (потолочные), вертикальные и горизонтальные.
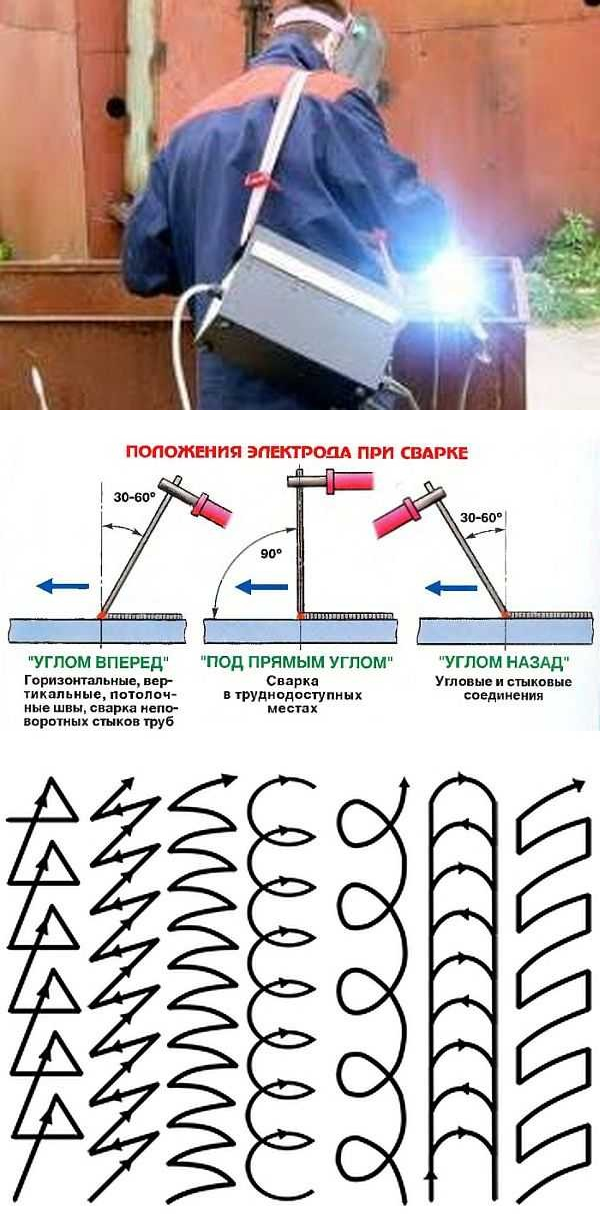
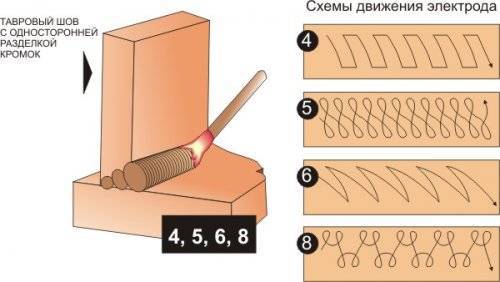
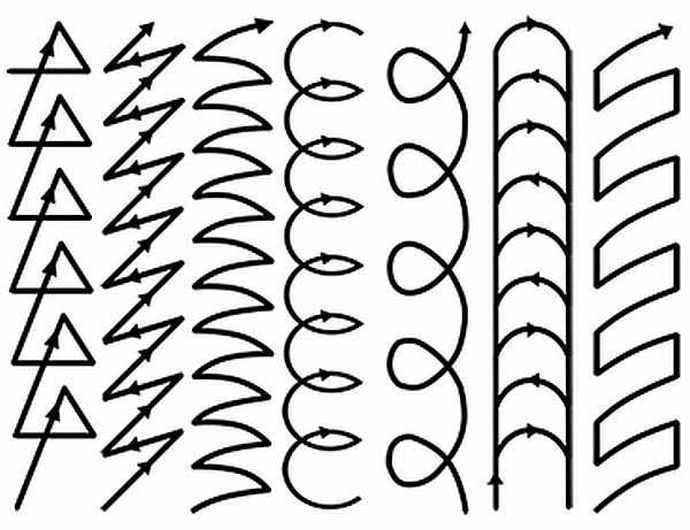
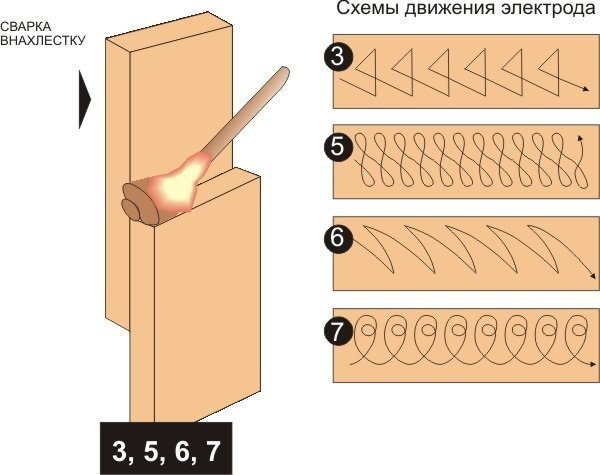
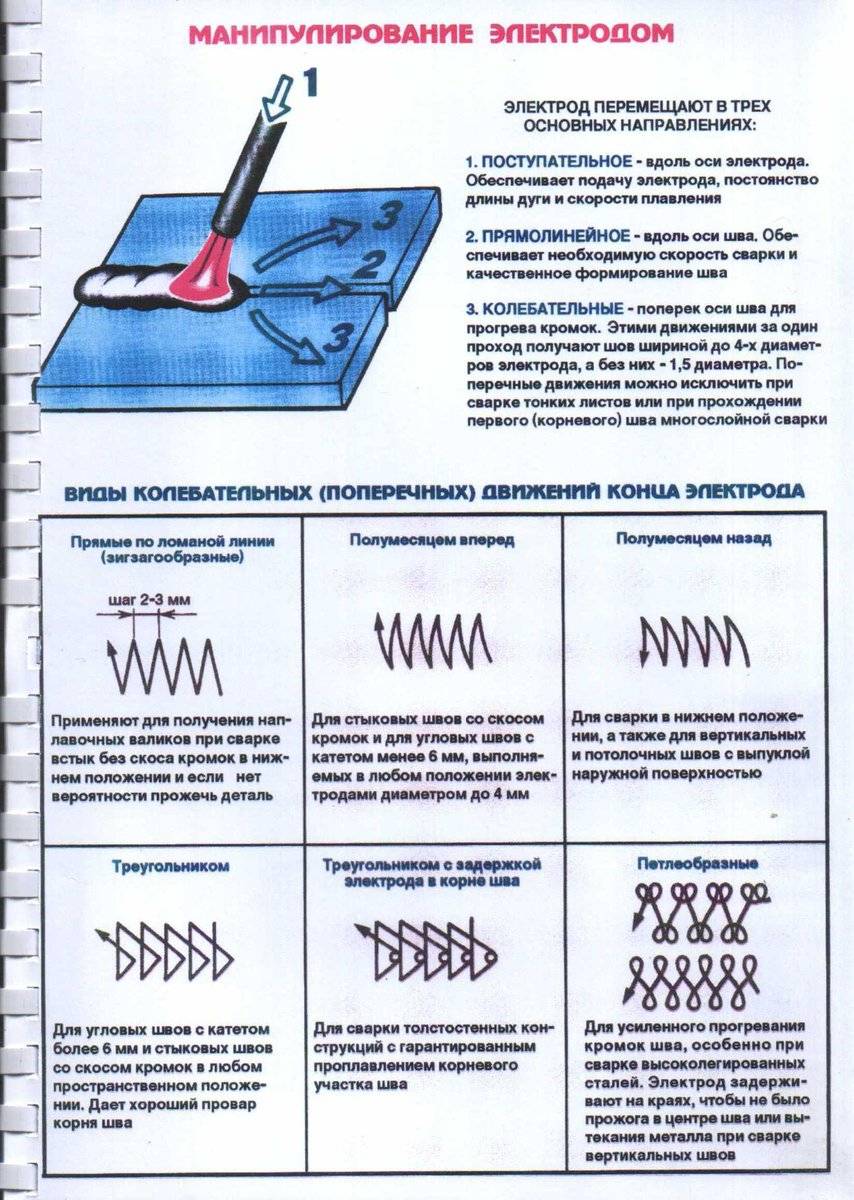
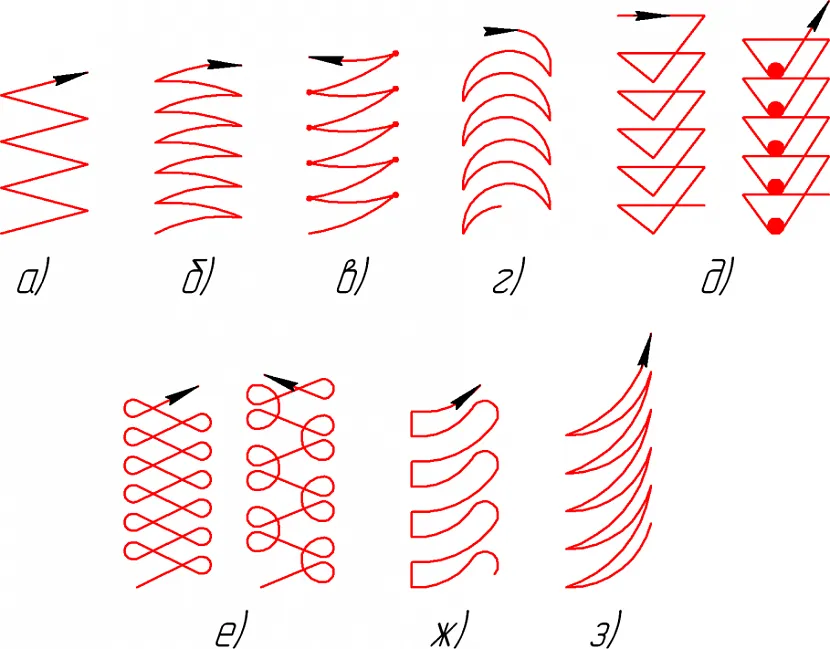
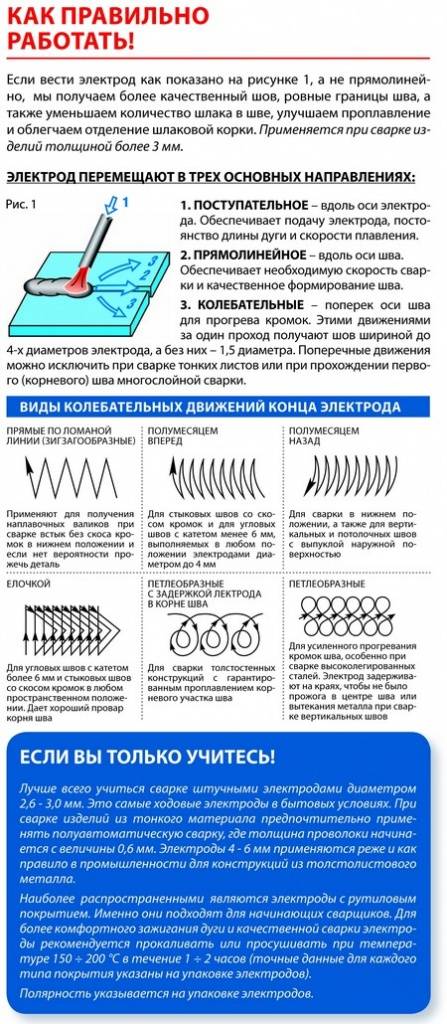
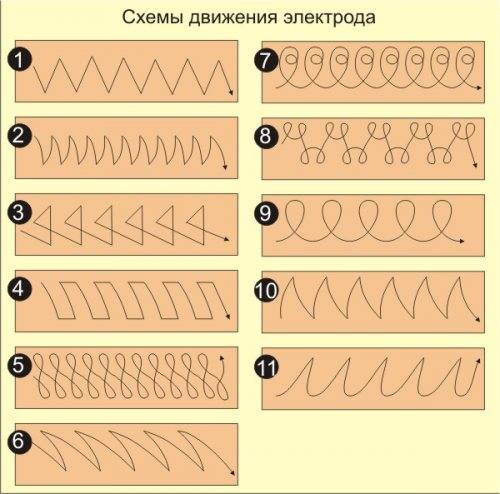
Вертикальные швы проваривают обычно снизу верх. Применяется траектория перемещения электрода по полумесяцу, елочке или зигзагом. Начинающим сварщикам удобнее перемещать полумесяцем.



При горизонтальной сварке делают несколько проходов от нижней кромки соединяемых деталей до верхней кромки.
В нижнем положении проводят сварку встык или любым угловым способом. Хороший результат дает сварка под углом 45 °, «в лодочку», которая может быть симметричной и несимметричной. При сваривании в труднодоступных местах лучше применять несимметричную «лодочку».
Сложнее всего проводить сварку в потолочном положении. Для этого нужен опыт. Проблема заключается в том, что расплав пытается стечь из рабочей зоны. Чтобы этого не случилось, сварку проводят короткой дугой, силу тока уменьшают на 15-20 % по сравнению с обычными значениями.
Если толщина металла в месте сварки превышает 8 мм, то нужно выполнить несколько проходов. Диаметр первого прохода должен равняться 4 мм, последующих — по 5 мм.
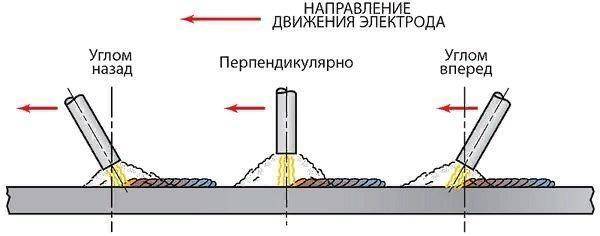
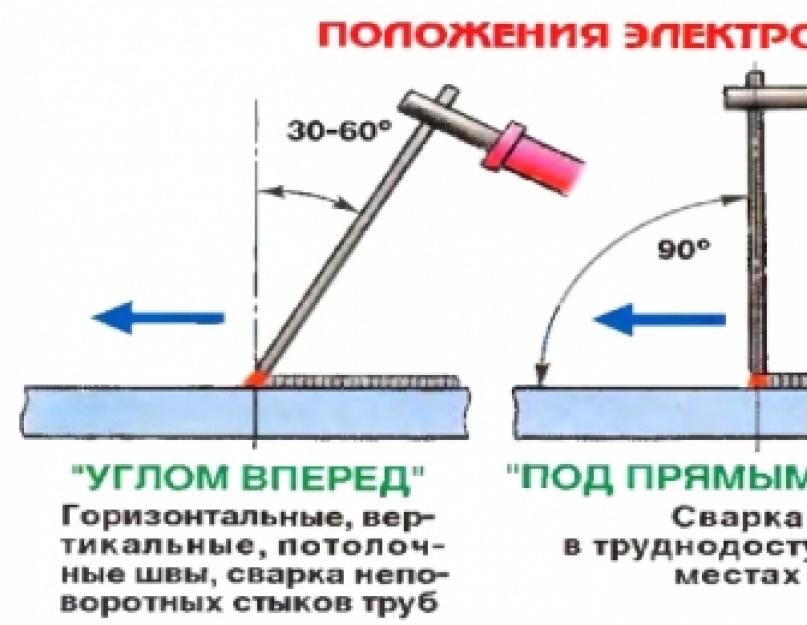
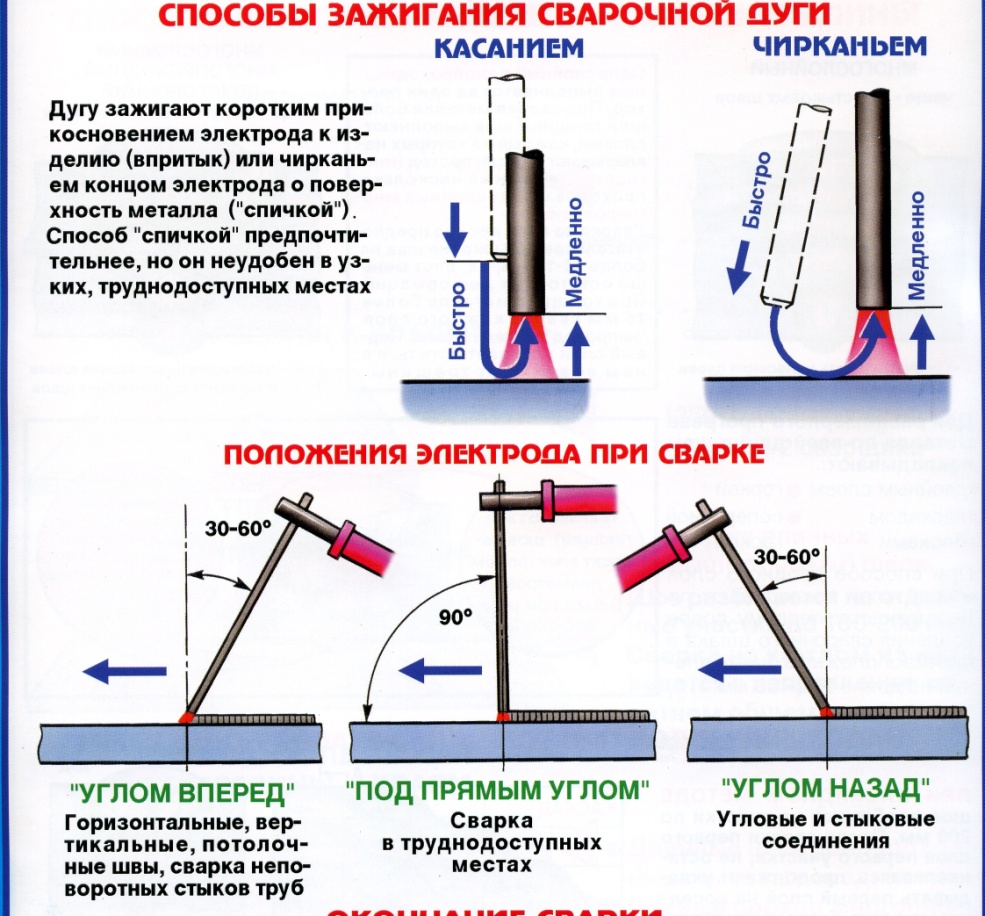
В зависимости от ориентации шва выбирают соответствующее положение электрода. Для выполнения горизонтальных, вертикальных, потолочных соединений, сварки неповоротных стыков труб электрод направляют углом вперед.
При сварке угловых и стыковых соединений электрод направляют углом назад. Труднодоступные места проваривают электродом под прямым углом.
Выбираем сварочный аппарат
Научиться правильно варить сваркой поможет хороший сварочный аппарат с возможностью регулировки силы тока от 10 до 200А. Конечно, собрать простенький сварочный трансформатор можно и своими руками, но тогда о том, как варить тонкий металл, можно даже не задумываться, ведь для такой работы нужны минимальные значения мощности. Аппараты же заводского изготовления подразделяются на:
Сварочные трансформаторы. Предназначены для понижения напряжения сети с одновременным повышением силы тока. Являясь недорогими и производительными устройствами, они могут довольно неплохо сваривать металл, однако имеют недостатки в виде нестабильной дуги, сильной «просадки» питающего напряжения и большой массы.

Сварочный трансформатор
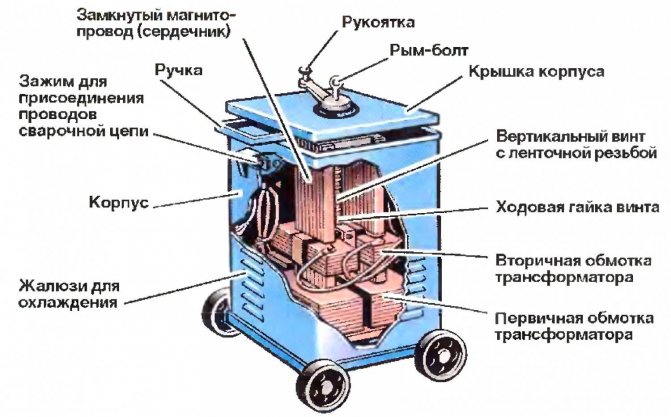
Устройство трансформатор
Сварочные выпрямители. Такие аппараты представляют собой те же сварочные трансформаторы, оснащенные диодным выпрямителем, благодаря которым переменное напряжение сети преобразуется в постоянное напряжение, необходимое для появления электрической дуги. Сваривать металл при помощи выпрямителей немного проще благодаря более высокой стабильности дуги. В остальном такому типу сварочных аппаратов присущи те же недостатки, что и трансформаторам.

Сварочный выпрямитель

Устройство выпрямителя Советуем Как выбрать покрытие водонагревателя: нержавейка или стеклокерамика?
Сварочные инверторы. Настоящая электронная сварка возможна благодаря современной технологичной начинке таких аппаратов. Они предоставляют массу возможностей для того, чтобы варить электродами с самыми оптимальными параметрами. Электронные компоненты схемы современных инверторов позволяют регулировать не только силу тока, но и скорость зажигания, форсирование дуги и т.д., что обеспечивает отличную свариваемость деталей. Кроме того, инверторы компактны и имеют небольшой вес.

Сварочный инвертор
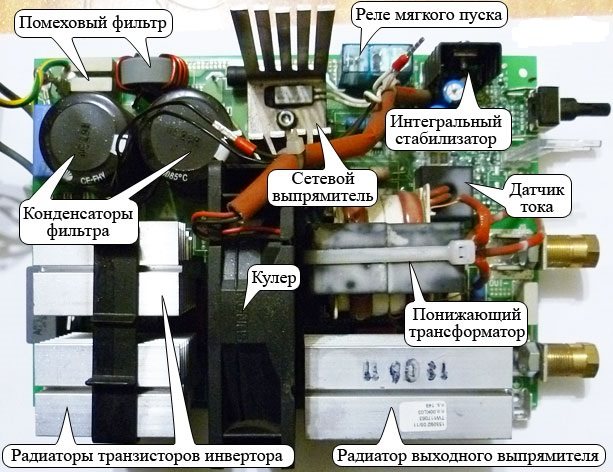
Устройство инвертора
О том, какой сваркой варить лучше всего, споры среди сварщиков идут не утихая. Кому-то нравится простота и надежность трансформатора, кого-то устраивает ручная сварка выпрямителем. Однако научиться варить сваркой лучше всего при помощи сварочного инвертора. Возможность точной регулировки параметров позволит правильно сваривать металл буквально с первых же шагов.
Сварочный трансформатор
Ручную дуговую сварку обеспечит сварочный трансформатор. При работе с ним применяется электрический ток переменного значения. Ручная сварка для начинающих будет представлять некоторую трудность, обусловленную скачками дуги. Управлять этими скачками можно, но все-таки для этого потребуется хотя бы небольшой опыт.
Помимо этого возникающие скачки напряжения могут привести к тому, что из строя выйдет бытовая техника. Неприятен сильный шум при работе сварочного трансформатора. Большой размер приведет к тому, что понадобится много места для его хранения, а значительный вес вызовет трудности при необходимости перемещения в другое место.
Однако, если в хозяйстве уже имеется этот сварочный агрегат, то пренебрегать этим не стоит и освоить именно на нем все необходимые азы сварки.
Сварка металла для начинающих на трансформаторе должна проходить согласно следующим этапам:
- Выбрать достаточно толстый кусок металла.
- Взять один электрод и зажечь дугу. Больше подойдет метод чирканьем. После появления искры отвести электрод назад на два-три миллиметра от поверхности элемента.
- Круговыми вращательными движениями электрода добиться появления сварочной ванны.
- Держа электрод под углом 45°, начинать движение его движение по ровной линии, символизирующей шов.
Можно считать, что руку уже немного набили и приступать к соединению двух металлических элементов. Сварка металла для чайников начинается с подготовительных операций. С помощью болгарки убрать с деталей имеющуюся на них грязь и заусенцы. Обезжирить торцы, подлежащие сварке. Делать это надо не только непосредственно на самих торцах, но и на расположенной рядышком поверхности.
Выполнением прихваток можно обеспечить надежную фиксацию свариваемых элементов друг относительно друга. Между деталями допустимо оставлять небольшой зазор. Поскольку шов предполагается делать небольшим, то будет достаточно двух прихваток – в начале шва и в его конце.
Во время выполнения шва необходимо следить за тем, чтобы сохранялся небольшой зазор между электродом и деталями. Также надо выдерживать выбранный угол наклона.
Если тренировка дошла до того, что сваривается вертикальный шов, то делать это надо с регулярным отрывом электрода. Шов будет осуществляться точечно сверху вниз.
Полученный шов следует оценить визуально и сделать соответствующие выводы о возможных совершенных ошибках. К основным из них относятся:
- несоответствующая ширина шва;
- неправильная форма;
- трещины на поверхности;
- участки, оставшиеся непроваренными;
- наличие посторонних инородных частиц.
К наиболее распространенным просчетам также относится неподходящая длина дуги. Эту оплошность новички делают часто. Короткая дуга даст грубый неравномерный шов с большим содержанием шлака. При длинной дуге шов получится неравномерным, а количество раскаленных брызг большим. Нестабильность горения дуги может привести к непроварам.




Неправильно выбранная слишком большая скорость даст неравномерность и большое содержание шлака. При медленном перемещении шов становится неуклюжим. Чересчур маленький ток приведет к неполному сплавлению деталей.
Губительным является недостаточно хорошее проведение подготовительных операций, в частности некачественная очистка поверхностей. Остатки грязи, пятен краски и жира приведут к неполному сплавлению, пробелов в шве и неравномерным участкам. В дальнейшем при эксплуатации возможны деформации.
Свое негативное воздействие окажет неправильно выбранный угол при ведении электродом. Сильный наклон даст неравномерность шва, а при положении, ближе к перпендикулярному, валик получится слишком высоким и с повышенным содержанием шлака. Многие погрешности можно отнести не к недочетам начинающего сварщика, а к неисправному оборудованию.
Такую тренировку на ненужных кусочках металла следует повторить несколько раз до получения удовлетворительного результата.
Азы сварочных работ
Чтобы вызвать образование электрической дуги, нужно, чтобы соприкоснулись два разнозаряженных токопроводящих элемента. Одним из них, отрицательным, выступает электрод, а другим свариваемая поверхность, к которой подсоединяется металлический зажим, кабель от которого подключен положительному выходу инвертора.
Сварка электродом обусловлена расплавлением металла теплом, выделяемым дугой. Чтобы шов получился ровным, она не должна прерываться. Итак, для начала работы необходимо установить электрод, настроить инвертор, зажечь дугу и научиться её контролировать.
Установка электрода
Инверторный аппарат снабжен двумя кабелями. На конце одного из них закреплен зажим-прищепка, которым он цепляется за металлическую деталь. А второй кабель оснащен держателем для электрода, который может быть винтовым или пружинным.

Сварочные кабели
У винтового держателя нужно открутить головку на ручке, а после установки электрода в гнездо снова закрутить её. С пружинным проще: достаточно нажать на клавишу, чтобы открыть гнездо.
Подключение сварочного аппарата
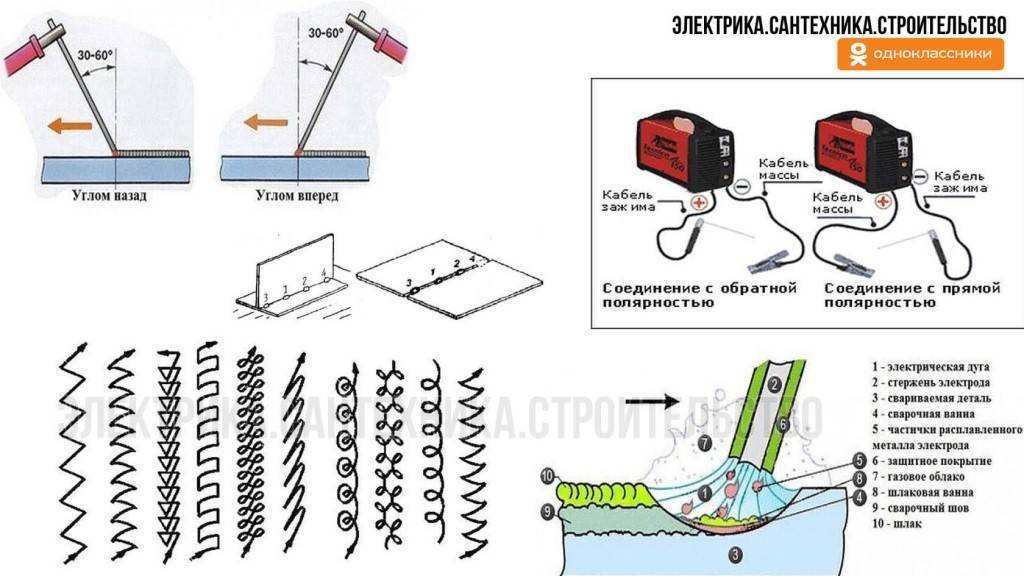
Сварочные кабели подключаются к инвертору через специальные выходы на корпусе прибора с разной полярностью. К какому из них присоединить зажим, а к какому электрод, зависит прежде всего от свариваемых материалов. С этим моментом нужно разобраться, чтобы понять, как правильно варить сваркой, и не путаться:
- Стандартное подключение для сварки стальных деталей – минус на кабель массы с электродом, а плюс на кабель с зажимом. Оно носит название прямой полярности и подходит для большинства соединений, требующихся в быту. Прямая полярность обеспечивает классическое движение электронов от минуса к плюсу, при котором они передают металлу значительную часть энергии и лучше нагревают его.
- Если выполнить подключение зажима на минус, а электрода на плюс, получим обратную полярность с меньшей степенью нагрева. Что бывает необходимо при сварке изделий из нержавеющей стали и в некоторых других случаях.
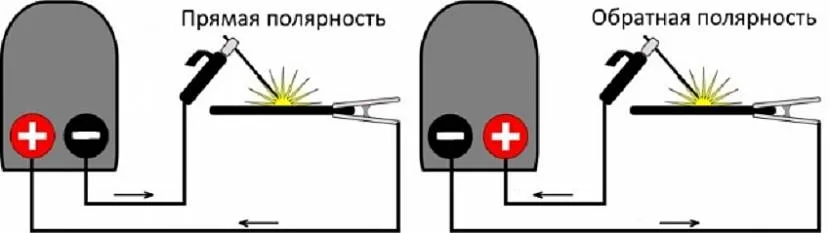
Стрелочками на схеме указано направление движения электронов
Теперь можно включать аппарат в сеть и приступать к работе.
Зажигание электрической дуги
Перед тем как научиться варить сваркой, нужно вызвать появление дуги, для чего осуществляют кратковременный контакт электрода с металлической деталью. Сделать это можно двумя способами: впритык и чирканьем:
- Розжиг впритык заключается в постукивании по металлу кончиком подключенного электрода.
- Зажигание дуги чирканьем выполняется аналогично тому, как зажигается спичка о коробок.
Преимуществ ни у одного из этих способов нет – каждый делает так, как ему больше нравится и удобно.
Защита металла от образования коррозии
правильно варить электрической сваркой
Не секрет, что металл под действием кислорода быстро подвергается к образованию ржавчины. Поверьте, швы после сварки корродируют намного быстрей.
Чтобы металлические изделия защитить от коррозии, как правило, используют окрашивание. Чтобы не делать такую работу ежегодно, сделайте ее по всем правилам.
Для начала, нужно убрать ржавчину и старую краску. Для этого желательно использовать металлические щетки-насадки к болгарке или дрели, но можно проводить работы и простой металлической щеткой. Не забудьте во время этих работ защитить глаза с помощью щитка или очков.
После чистки деталей покройте их преобразователем ржавчины, а после обработайте слоем грунтовки. Подбирайте состав грунтовки, который специально предназначен для работы по металлу. После застывания этого слоя можно начинать окрашивание. Отличный результат показали пентафталевые и акриловые эмали, используемые для внешних работ.
Желательно в целях покраски использовать не валик или кисточку, а пульверизатор. При помощи его можно нанести тонкий и равномерный слой краски, который через время не будет отслаиваться и растрескиваться.
Сварка своими руками – довольно сложное мероприятие, но при желании его все же можно освоить. Необходимо только усвоить основные правила работ и постепенно учиться делать простейшие упражнения. Не надо жалеть время и силы на изучение азов, которые будут в дальнейшем основой мастерства. Затем можно смело переходить к сложным приемам, совершенствуя ваши умения.
Общие сведения
Основы сварочного дела
Чтобы правильно варить металл электродом, потребуется для начала ориентироваться в физических основах сварочного процесса. Каждый сварочный аппарат будет создавать в малой рабочей зоне на стыковании двух деталей, которые варят, большую температуру (она будет выше температуры плавления свариваемого металла), своеобразную сварочную ванну. В ней часть металла двух деталей, превратившаяся в жидкость, будет смешиваться друг с другом, а также с металлом расправившегося электрода.
Как нужно варить металл?
Чтобы разобраться с тем, как правильно варить, к небольшой теории требуется добавить куда больше практики. Начинать учиться следует со сваривания обрезков уголков, металлических пластин и арматуры. Лишь после того, как вы начнете «чувствовать» шов собственноручно, можно будет переходить к соединению других, более ответственных конструкций. Есть несколько разновидностей аппаратов, и чтобы научиться варить, начать стоит с инверторного. Это даст возможность плавно регулировать и поддерживать рабочий стабильный ток, причем сильно зависит от стабильности напряжения и в сети питания, и не создает бросков напряжения.
Технология работ по сварке
Работы по сварке выполняются при высоких температурах. Электрическая дуга представляет собой источник тепла для прогревания и частичного плавления рабочей зоны. Она появляется в зазоре воздуха между электродом и деталью, и поддерживается на протяжении всего времени операции, а еще плавно передвигается вдоль шовной линии.
Размеры появившейся рабочей зоны расправленного металла или «ванны» сварки будут определяться:
Скоростью передвижения электрода.
- Выбранным рабочим режимом.
- Материалами, которые вы варите.
- Толщиной деталей и кромочной конфигурацией.
Усредненные габариты «ванны» сварки:
- Ширина от 0.8 до 1.5 см.
- Длина от 1 до 3 см.
- Глубина примерно 0.5-0.8 см.
Чтобы получалось правильно варить металл, следует выбрать материалы и толщину электрода по толщине свариваемых деталей. Электрод имеет тонким слой флюса/обмазки. При нагревании он начинает плавиться и создает защитную область газового типа над поверхностью рабочей зоны, и это противодействует попадания к рабочую часть кислорода. По мере удаленности электрической дуги зоны сварочной ванны плавленый металл начинается кристаллизоваться, создавая шов, который будет соединять элементы в одно целое. Сверху на нем будет расположен тоненький слой остатков прогоревшего флюса, который нужно зачищать.



Выбор маски
Каким бы способом не производилась сварка, это является небезопасным процессом, который может нанести существенный ущерб здоровью, в частности зрению сварщика. Необходимой принадлежностью является маска, которая защитит от возможного попадания искр на лицо, шею и глаза и появления ожогов.
Маска защищает от ультрафиолетового и инфракрасного излучений. Она также защитит от возможности попадания на кожный покров и в глаза раскаленных частичек металла и от вредных испарений газа. Маска является неотъемлемой составляющей экипировки сварщика независимо от того, имеется ли у него многолетний опыт или он взялся за такую работу в первый раз.
В продаже имеется большой выбор масок. Однако помимо типа этого вида защиты, необходимо правильно выбрать размер. Маска должна сидеть на голове плотно и не сваливаться в самый неподходящий серьезный момент. Иначе вместо защиты она станет вещью, которая представляет дополнительную опасность.
Не подойдет и маска, которая для конкретного человека является маленькой. Маска в идеальном варианте должна сидеть на голове плотно и не сваливаться. Поэтому имеет смысл приобретать ее не по интернету, а при личном визите в магазин.
В сварочной маске находится прозрачное смотровое окно, через которое имеется возможность наблюдать за процессом сварки. Это окно имеет покрытие из пластика или тонированного стекла. К самым элементарным видам маске относятся сварочные очки.
Открытый вид похож на обычные очки, имеющие особые стекла. Закрытий тип имеет возможность фиксации с помощью резинки. Для покрытия окна используются минеральное стекло или поликарбонат. В большинстве моделей имеется защита стекол от запотевания. Недостатком являются открытые участки лица и шеи. Для того, чтобы научиться сварке, рекомендуется приобретать другие виды защиты лица. Хорошим вариантом защиты являются защитные маски.
Преимущество сварочной маски – полная защита лица, глаз и шеи. Предпочтение следует отдавать тем видам, которые имеют крепление на голове, а не тем, которые приходятся держать в руке.
Необходимо учитывать, что во время сварки время от времени приходится осматривать промежуточные результаты работы или заменить сгоревший электрод. Для этого приходится освобождать лицо от маски, что является крайне неудобным. Эту проблему решает такой вид защитной маски, как «Хамелеон».
Это можно считать прорывом в области экипировки сварщика, и дарит ему массу удобств, являясь наиболее удобным вариантом, при котором используется автоматическая регулировка затемнения стекол. Светофильтр на основе кристаллов пропускает только видимые лучи, а ультрафиолетовые и инфракрасные задерживает. Имеется основательная защита шеи. Маска сидит на голове плотно, но без лишнего напряжения, благодаря регулятору расположения. Наличие вентиляции предохраняет стекла от запотевания.
Основную важную функцию выполняет регулятор автозатемнения. Благодаря его наличию сварщик может не снимать маску с головы или приподнимать ее. Маска сама отслеживает уровень освещенности благодаря наличию поляризационных фильтров. Когда происходит сваривание, стекла приобретают максимальное затемнение, а при прекращении воздействия яркого света они становятся более прозрачными. Светофильтр также отреагирует на изменение яркости горения дуги.
Маски подобного класса имеют небольшой вес. К преимуществам относится возможность широкого обзора. Сварочные работы для начинающих рекомендуется производить в таких универсальных масках, что будет обеспечивать максимальную безопасность.
Нельзя ничего оставлять незащищенным, поэтому кроме маски следует позаботиться о плотной одежде, брезентовых рукавицах, крепкой обуви и прочном головном уборе. Идеальным вариантом будет приобретение специального костюма, изготовленного для защиты во время сварки.