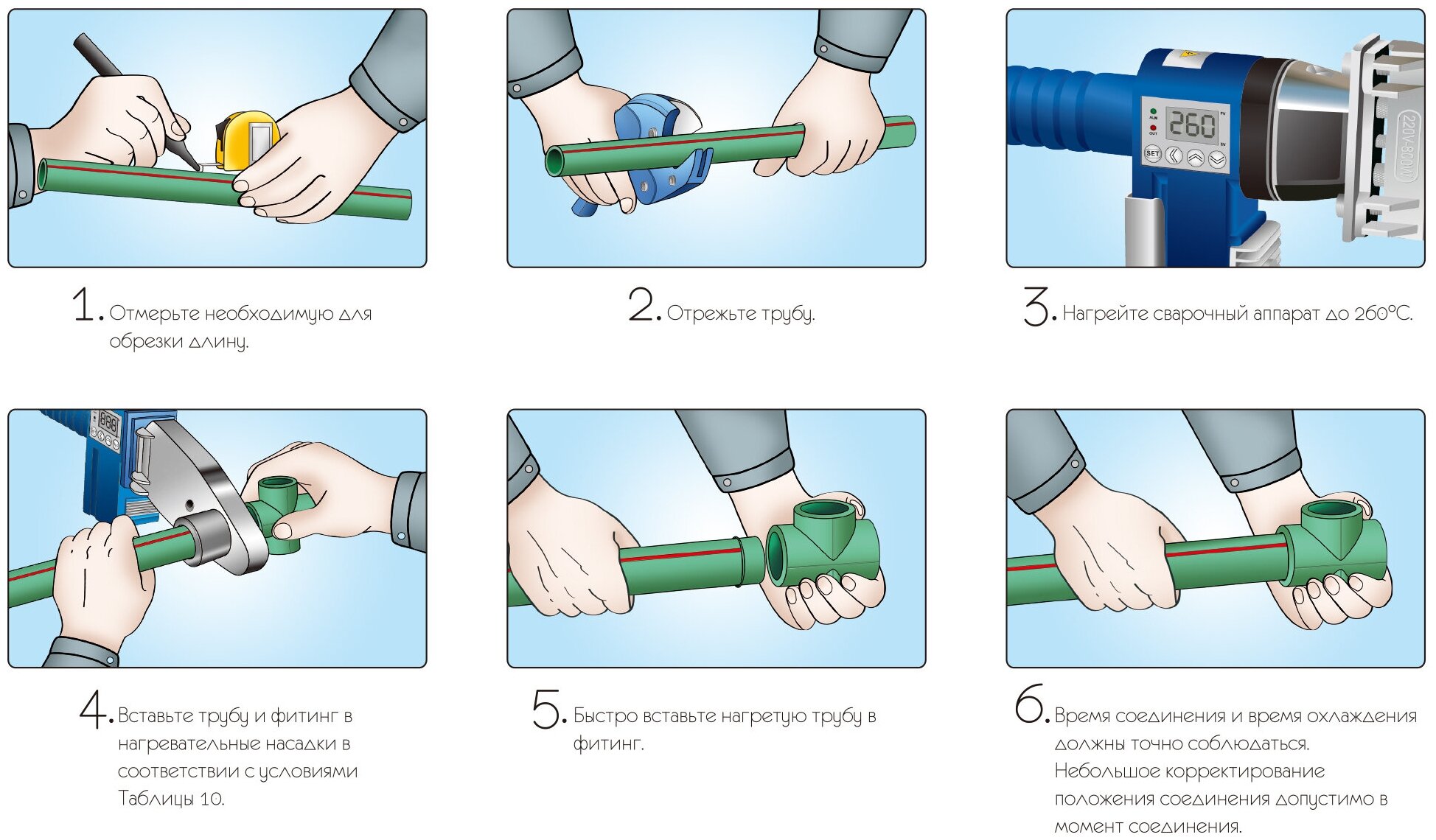
Основные этапы
Следует правильно подготовиться к процессу соединения труб, независимо от проводимой технологии.
Расчёт длины труб
Перед закупкой всех составляющих будущего трубопровода нужно:
- составить план расположения трубопроводов;
- рассчитать точное количество нужных материалов, начиная от труб, и заканчивая элементами крепежа на стенах.
Ассортимент фитингов настолько разнообразен, что позволяет создать любую конфигурацию трубопровода. Во время покупки предпочтение имеют известные производители, чья продукция пользуется спросом и отвечает предъявляемым требованиям.
Внутренние дефекты проявятся только после заполнения водой трубопровода, при поверхностном осмотре обнаружить их нельзя.
Выбирая аппарат для сварки надо знать, что минимальная мощность такого оборудования не менее 1 кВт. Обычно для монтажа домашнего трубопровода используют трубы с диаметром от 20 до 32 мм, а паяльник средней мощности сваривает без проблем трубы до 63 мм.
Сварка элементов
При соединении излишние усилия не нужны, т. к. они могут стать причиной возникновения деформации. Нагревание торцевой части происходит до T=250—2600 С, затем нужно быстро соединить детали и дождаться полного остывания конструкции. Желательно сварку проводить при окружающей температуре не ниже ноля, т. к. нагрев займёт больше времени, а прочностные характеристики будут невысокими
Особое внимание уделите чистоте, потому что наличие пыли на стыках приведёт к появлению дефектов
Очищение покрытия паяльника
Качественные паяльники для сварки изделий из ПВХ имеют антипригарное покрытие, если вам не повезло, в магазине попалась китайская копия, то ни в коем случае не пытайтесь счищать прилипшие частицы механическим способом — только растворителем. Процесс не такой быстрый, но надёжный. Покупать трубы надо от известного производителя, который использует качественный пластик, не прилипающий к аппарату при нагревании.
Соединение труб армированных алюминием
Требуется соблюдать правила при выполнении сварки полипропиленовых труб с армированием. Усиленный слой создается из алюминия или стекловолокна.
Используются при монтаже систем, перемещающих воду с высокой температурой, потому что под воздействием нагретой жидкости происходит линейное расширение материала и изгиб трубопровода.
При выполнении пайки обязательно проводится удаление алюминиевого защитного материала. Кроме того, этот слой влияет на качество соединения, а время сварки зависит от периода нагрева деталей из полипропилена.
Армированные трубопроводы отличаются увеличенным диаметром. Поэтому использовать стандартные насадки на нагревательном инструменте без предварительной подготовки изделий не получится.
Выполняется путем зачистки деталей. Он не проводится для изделий, усиленных стекловолокном. Они соединяются так же, как и неармированные трубопроводы.
Зачистка выполняется разными методами, потому что существует много технологий армирования изделий из полипропилена. Чаще применяется обработка при использовании шейвера. Он представляет собой металлическое устройство, в виде втулки с лезвиями.
Шейвер
Инструмент надевается на конец трубного изделия и вращается, что позволяет удалить алюминиевый защитный слой. Процесс осуществляется пока не останется только один пластик.
ПП трубы могут иметь исполнение, когда армированный слой находится посередине толщины стенки. В этом случае применяется торцеватель. Этот инструмент сильно похож на шейвер. Другое расположение и устройство ножей.
Инструмент позволяет сделать ровными торцы и удалить 2 мм армированного слоя, расположенного посередине толщины стенки трубы. Благодаря такой обработке получится выполнить качественную пайку.
Пайка полипропиленовых труб
Использование ПП труб для монтажа отопления и водопровода
С момента появления на рынке полипропиленовых конструкций, многие мастера вздохнули с облегчением. Пайка ПП, оказалась на порядок быстрее и надежнее чем сварка металла. Собрать водопровод или отопление стало возможным за один день.
Это привело к тому, что многие «мастера» начали этим заниматься. Из-за незнания всех важных особенностей пайки, часто получались не качественные соединения.
Для того чтобы водопровод или отопление прослужили долго и не приносили хлопот, необходимо соблюдать все технологические процессы во время пайки. Учитывать температуру нагрева, время сварки, правильно выбрать тип систем.
Что нужно знать о полипропиленовых трубах
Полипропиленовая система
Сегодня производителями выпускаются трубы различного диаметра, цвета, которые отличаются характеристиками
На что сразу необходимо обратить внимание при покупке — это цвет полос. Для монтажа водопровода используется трубы с синей полоской, с красной применяются для отопления и подачи горячей воды
Большой выбор диаметра – от 16 до 110 мм, позволяет собирать различные варианты систем водоснабжения и отопления. Для дома и квартир используются образцы от 20 до 32 мм.
При выборе ПП системы для монтажа и пайки, необходимо ориентироваться на маркировку указанную производителем.
Маркировка полипропиленовых систем
Ниже приведена таблица диаметра и толщины в зависимости от маркировки.
| Наружный диаметр трубы, мм | Тип полипропиленовых труб | |||||||
| PN — 10 | PN — 16 | PN -20 | PN -25 | |||||
| D прохода, mm | Толщина стенки, mm | D прохода, mm | Толщина стенки, mm | D прохода, mm | Толщина стенки, mm | D прохода, mm | Толщина стенки, mm | |
| 16 | — | — | 11,6 | 2,2 | 10,6 | 2,7 | — | — |
| 20 | 16,2 | 1,9 | 14,4 | 2,8 | 13,2 | 3,4 | 13,2 | 3,4 |
| 25 | 20,5 | 2,3 | 18 | 3,5 | 16,6 | 4,2 | 16,6 | 4,2 |
| 32 | 26 | 3 | 23 | 4,4 | 21,2 | 5,4 | 21,2 | 3 |
| 40 | 32,6 | 3,7 | 28,8 | 5,5 | 26,6 | 6,7 | 26,6 | 3,7 |
| 50 | 40,8 | 4,6 | 36,2 | 6,9 | 33,2 | 8,4 | 33,2 | 4,6 |
| 63 | 51,4 | 5,8 | 45,6 | 8,4 | 42 | 10,5 | 42 | 5,8 |
| 75 | 61,2 | 6,9 | 54,2 | 10,3 | 50 | 12,5 | 50 | 6,9 |
| 90 | 73,6 | 8,2 | 65 | 12,3 | 60 | 15 | — | — |
| 110 | 90 | 10 | 79,6 | 15,1 | 73,2 | 18,4 | — | — |
Производят четыре типа полипропиленовых систем:
- PN-10. Используются при монтаже водопровода. Реже для обустройства теплого пола, с температурой теплоносителя не более 45 градусов. Номинальное давление — 10 Атм.
- PN-16. Можно применить при обустройстве холодного и горячего водоснабжения. Максимальная температура воды – 60 градусов. Номинальное давление — 16 Атм.
- PN-20. Может использоваться для монтажа автономного отопления. Максимальная температура теплоносителя – 90 градусов. Номинальное давление — 20 Атм.
- PN-25. Применяется для обустройства централизованного водопровода и отопления. Максимальная температура теплоносителя – 95 градусов. Номинальное давление — 25 Атм.
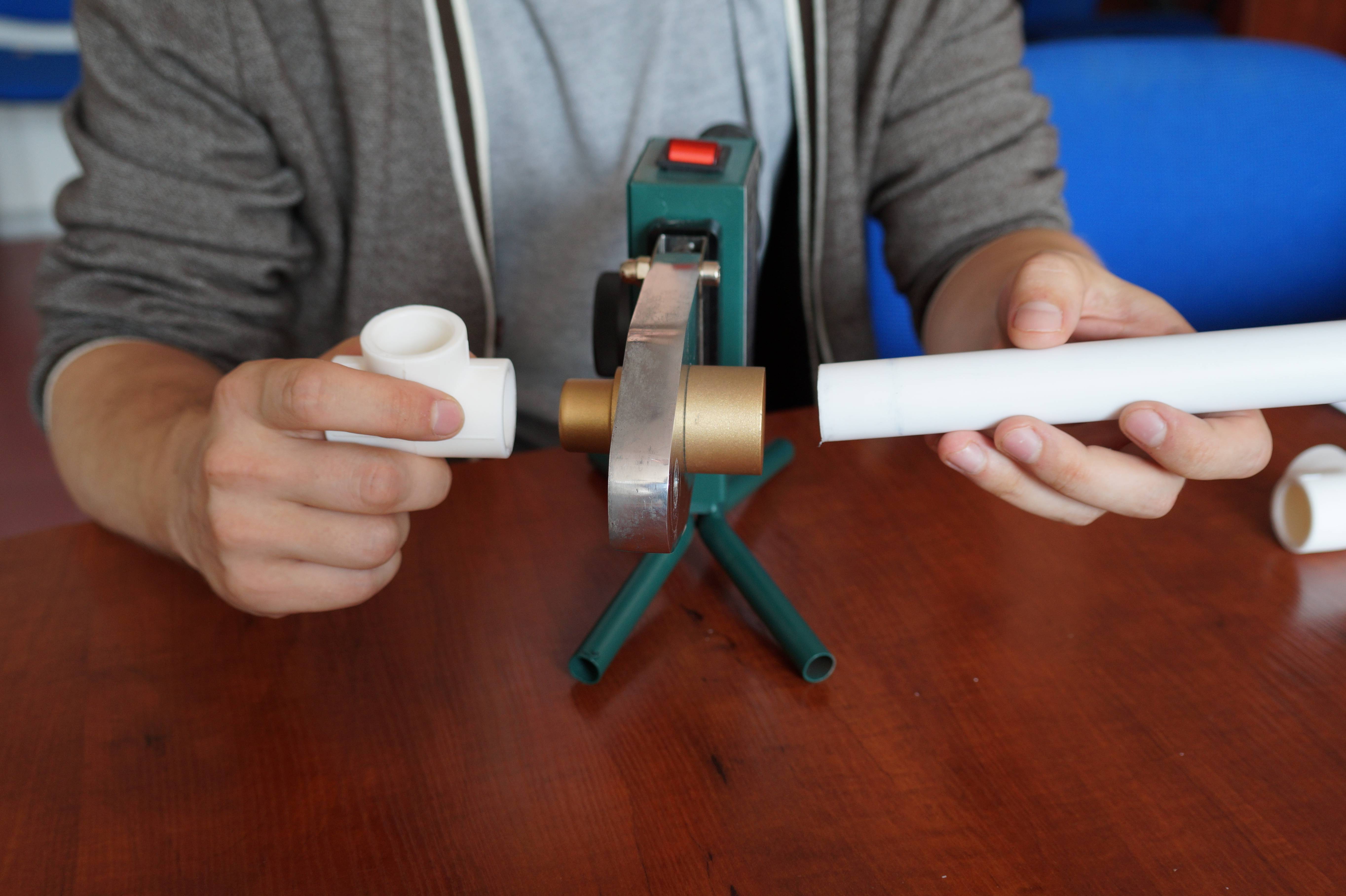
Процесс пайки ПП
Процесс пайки полипропиленовых систем не является сложным. Сварка или пайка происходит между трубой и различными фитингами (угол, муфта, тройник). С помощью специального паяльника нагревается фитинг изнутри и наружная часть трубы.




![[инструкция] пайка полипропиленовых труб | видео](https://proreiling.ru/wp-content/uploads/5/0/2/50253d33f60ba7912f79fd6bc6df0997.jpeg)


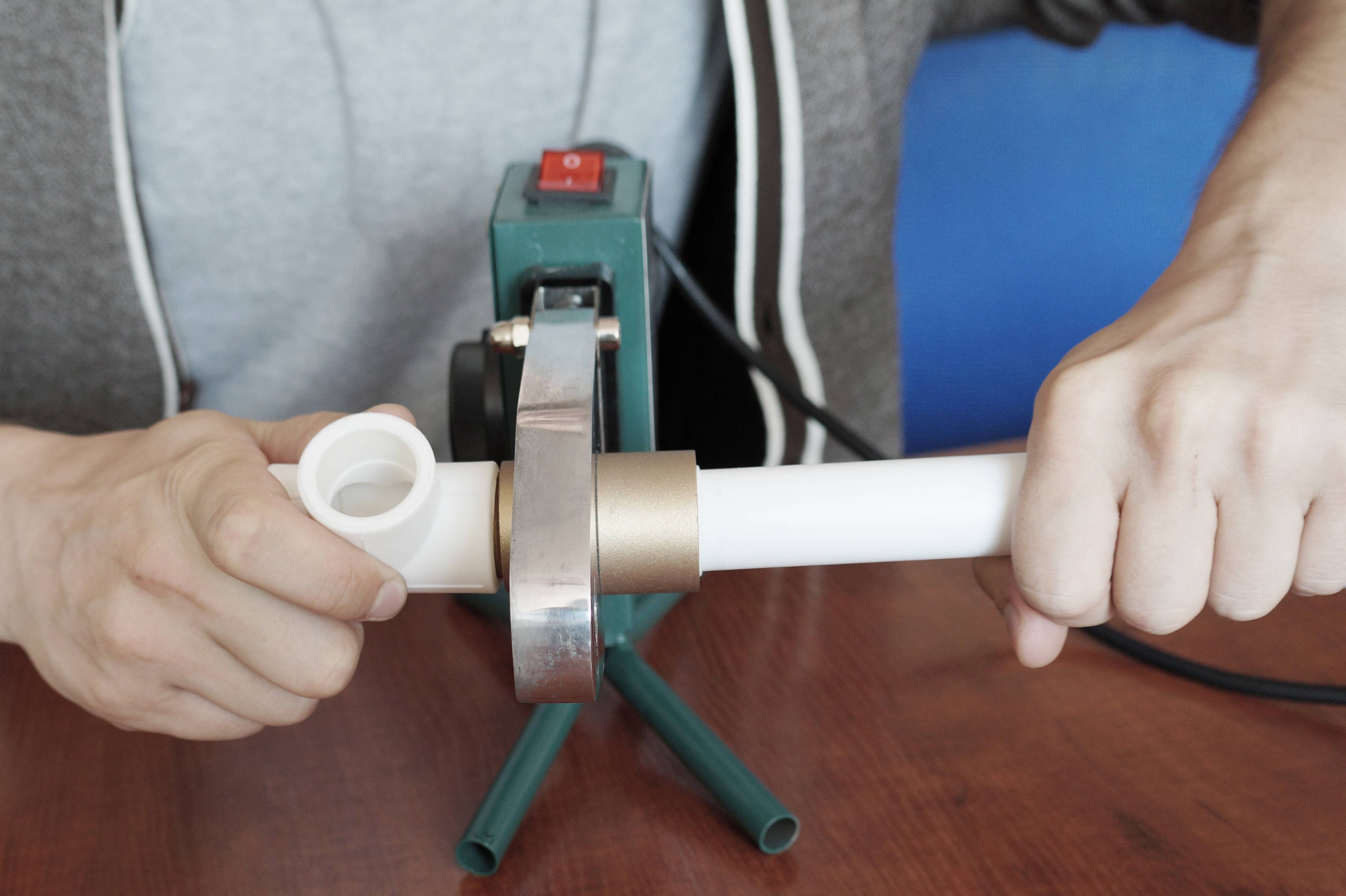
Процесс пайки с помощью специального паяльника
В процессе нагрева образуется участок оплавленного пластика. Прогреваются детали одновременно, и одинаковое количество времени. Затем снимаются с паяльника и стыкуются.
Соединить детали нужно быстро, в течение нескольких секунд. Иначе полимер твердеет и что-либо исправить невозможно.
Муфтовая сварка
Подобная технология основана на использовании соединительной муфты либо тройника. Чтобы осуществить этот процесс надо обзавестись ручным или стационарным нагревательным аппаратом. Муфтовая сварка для ПВХ труб очень проста в выполнении, однако не нашла своего активного применения у пользователей за счет высокой цены оборудования, которым она выполняется.
Принцип технологии состоит в том, что изначально торцы трубы и окончания муфты нагреваются до определенной температуры. Когда они доходят до состояния пластичности, трубу надо поместить в отверстие муфты
Для того, чтобы в итоге образовалось монолитное соединение, важно выполнять технологию в соответствии с предъявляемыми требованиями и очень аккуратно

Основные правила таковы:
- начинать и заканчивать нагревать муфту и трубу следует одновременно,
- детали нужно нагревать именно тот промежуток времени, который указан в инструкции,
- после того, как вы выждали нужное время, быстро снимите с нагревателя трубу и муфту, а затем зафиксируйте их таким образом, чтобы наплыв поливинилхлорида закрыл предварительно нанесённую метку глубины сварки.
Такая технология очень часто применяется при прокладке трубопровода в жилых помещениях.

насадки для муфтовой сварки
Технология сварки враструб – пошаговая инструкция
Раструбная сварка подразумевает собой соединение трубы и фитинга, путем вставки деталей друг в друга. Такая сварка полипропиленовых труб своими руками считается простейшей, есть еще стыковая система сварки, но используемая там технология может усложнить работу, особенно в домашних условиях. Поэтому ниже мы описали как проходит поэтапный процесс сварки полипропиленовых труб.
Резка труб
Режут материал предназначенным для этого инструментом. Если такового нет, то рез можно сделать ножовкой или другим доступным инструментом, главное – не повредить геометрию и сохранить плоскость реза ровной. Для последнего предназначен фаскосниматель, им же зачищают торец, у которых армирующий слой ближе к внутреннему диаметру. Иначе этот элемент может образовать неплотные соединительные прорехи и вызвать течь.
 Полипропиленовую трубу отрезают по размеру специальным ножом с трещеткой
Полипропиленовую трубу отрезают по размеру специальным ножом с трещеткой
Подготовка труб и фитингов
Перед сваркой трубы, с внешней стороны, обезжиривают спиртом, а фитинги изнутри. Для армированных изделий используется специальный прибор, который снимает упрочнительный слой – шейвер.
 Шейвер для зачистки верхнего армированного алюминием слоя
Шейвер для зачистки верхнего армированного алюминием слоя
Подготовка сварочного аппарата
Несмотря на то, что большая часть устройств имеют собственные опорные элементы, устройство следует крепко зафиксировать в тисках или струбцинами к столу. Прибор очень легкий, поэтому незакрепленным может легко упасть и сломаться, или вызвать пожар.
В зафиксированный аппарат для сварки ставим муфту и дорн.
 Насадки для сварки
Насадки для сварки
Выставляем тумблер на требуемое значение температуры. Для полипропилена это 270 градусов, но бывают случаи, когда требуется более низкая или высокая температура. Эти значения берем из сопроводительной документации к нашему материалу и используя инструкцию к паяльнику, подбираем оптимальную температуру.
Рекомендуем! Разделка и подготовка металла перед сварочными работами
Установка деталей на прогрев
Технология сварки полипропиленовых труб подразумевает, что когда устройство вышло на рабочую температуру (загорелся зеленый индикатор или сработал звуковой сигнал) можно приступать к установке свариваемых деталей на аппарат для сварки труб.
 Прогрев деталей
Прогрев деталей
Отрез медленно вставляем в муфту до упора при этом образуется грат – лишний материал, при надевании скатывающийся в валик
Очень важно при надевании следить, чтобы грат имел правильную форму, без разрывов и прочих дефектов. Если деталь вставляется без видимого усилия или грант отсутствует, можно считать ее дефектной и следует заменить ее. То же касается фитинга, который также должен надеваться с видимым усилием на дорн, до упора
То же касается фитинга, который также должен надеваться с видимым усилием на дорн, до упора.
Сварка
Когда свариваемые элементы установлены на своих местах им нужно дать определенное время, чтобы материал приобрел вязкотекучесть и при этом сварочный пруток из полипропилена не утратил свои несущие свойства. Ниже представлены примерные параметры, подходящие для сварки труб из полипропилена различного диаметра. Стоит учесть, что значения усредненные, а более точные, производитель указывает в сопроводительной документации.
 Температура сварки полипропиленовых труб, время остывания, в зависимости от толщины
Температура сварки полипропиленовых труб, время остывания, в зависимости от толщины
Для ориентирования в приведенных в таблице терминах, следует придерживаться следующих определений:
- Время нагрева отсчитывается с момента прикосновения детали с упором нагревательного элемента.
- Время соединения – параметр, который показывает как долго следует держать трубы для сварки полипропилена, после их сбора.
- Время остывания – временной промежуток, который следует выдержать для полного застывания и получения монолитной связки.
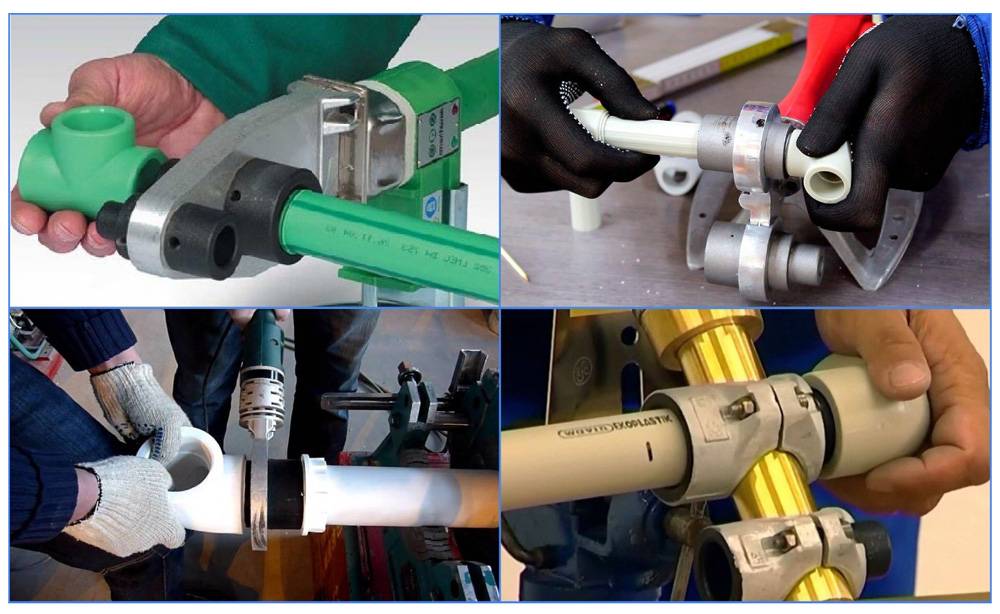
Сборка деталей
Сняв с нагревательной насадки детали их следует собрать. Для соединения труб пвх фитинг устанавливается под необходимым углом, и единым движением трубы соединяются вместе.





![[инструкция] пайка полипропиленовых труб своими руками: описание видов используемых материалов, комплектующих и инструмента | видео](https://proreiling.ru/wp-content/uploads/e/0/7/e078b5d167822b1c33ac6ede615ec2b3.jpeg)



 Соединение деталей
Соединение деталей
При этом запрещено проворачивать детали. Удерживаем детали, сохраняя их неподвижность, но не прикладывая усилия, как при надевании. Время, которое пройдет между снятием со сварочного аппарата, до непосредственно сборки должно быть минимальным. В противном случае детали остынут, и не сварятся или соединение будет низкого качества.
Охлаждение соединения
Важный момент, когда не следует трогать деталь, в том числе пытаться примерить ее и так далее. После охлаждения сваренный контур из полипропиленовых труб своими руками готов к использованию.
Рекомендуем! Как варить чугун электросваркой. Сварка инвертором
Ошибки при сварке труб ПВХ своими руками
Выполняя сварку труб из пластика, многие пренебрегают точностью выполнения правил и допускают много ошибок на самых начальных этапах работы
Особенно важно подойти к процессу со всей ответственностью и избегать недочетов
Рассмотрим наиболее часто допускаемые погрешности:
неверное совмещение соединительных деталей, в итоге могут образовываться зазоры
недостаточный разогрев соединительных элементов, такая ошибка приведет к дефектам состыковки материала и соединение будет недостаточно прочным,
инструмент слишком перегревается,
нагревательный аппарат подобран неверно
Важно, чтобы мощность устройства, используемого для сварки была равна десятикратному значению диаметра пластиковой трубы.. Таким образом, мы рассмотрели, какие методы сварки труб ПВХ своими руками существуют, в чем их основные особенности
Вам остается только подобрать способ себе по душе и выполнять все рекомендации. [Всего: 0 Средний: 0/5]
Таким образом, мы рассмотрели, какие методы сварки труб ПВХ своими руками существуют, в чем их основные особенности. Вам остается только подобрать способ себе по душе и выполнять все рекомендации. [Всего: 0 Средний: 0/5]
Технология соединения труб с помощью электросварных муфт
Технологический процесс сварки полиэтиленовых труб электросварными фитингами не представляет сложности – трубы вставляют в фитинг, фиксируют и подают на клеммы электроток.
Схематично алгоритм можно обозначить следующим образом:
- Трубы подготавливают для соединения. Их разрезают по размеру, делая срез под прямым углом к направляющей оси трубы.
- Срез зачищают, освобождают от пыли, частиц материала, влаги.
- Вставляют трубы в электросварную муфту.
- Подключают фитинг к источнику бесперебойного напряжения.
- Дают стыку остыть. Среднее время остывания составляет около получаса.
- Проверяют надежность полученного соединения. Для чего промазывают стыки густой мыльной пеной и подают в систему сжатый воздух.

Нюансы расположения труб в муфте:
- если фитинг имеет ограничительные выступы, то трубу вставляют строго до отметки;
- если ограничителя нет, то ориентироваться следует на толщину стенки трубы – расстояние между срезами соединяемых труб не должно быть больше, чем толщина стенки трубного материала;
- стык должен располагаться в середине муфты;
- для соблюдения расстояний, на внешней стенке трубы рисуют круговую отметку или наносят риску.
Процесс сварки проходит в автоматическом режиме. После соединения следует проверить надежность стыка. Для этого соединение промазывают мыльной пенкой и подают носитель под давлением. Если стык не начнет пузырится, то соединение герметично.
Достоинства электросварных фитингов:
- Простота монтажа. Доступность работ для выполнения непрофессионалом.
- Возможность стыковать трубопровод в траншее, других труднодоступных местах.
- Автоматизация процесса исключает человеческий фактор при монтаже.
- Срок эксплуатации трубопровода зависит только от материалов.
Рекомендуем ознакомиться: Как правильно проводится соединение (пайка) медных труб?
К недостаткам можно отнести высокую стоимость фитингов. Однако затраты окупаются экономией на привлечении сторонних специалистов.
Материалы и инструменты, необходимые для сварки
Прежде чем приступить к процессу сварки, вначале необходимо подготовить все необходимые инструменты. Ведь отсутствие нужного инвентаря может существенно усложнить процесс сварки или сделать его некачественным.
- Первое, что потребуется — это специальный сварочный аппарат, предназначенный для сварки изделий из пластика. Такой прибор ещё принято называть утюгом. Он оснащён специальным колёсиком для регулировки нужной температуры для нагрева аппарата, отверстием для вставки насадок подходящего размера и подставкой с ручкой, за счёт чего сварку можно производить в удобном положении.
- Также к аппарату потребует приобрести несколько парных насадок с тефлоновым покрытием различного диаметра. Они необходимы для крепления к специальному нагревательному элементу сварочного прибора, что позволяет одновременно нагревать до нужной температуры две свариваемые вместе детали трубы. Размеры насадок подбираются с учётом диаметра свариваемых элементов труб.
- Далее, потребуется приобрести специальные усиленные ножницы, которыми можно с лёгкостью резать изделия из пластика. Такие ножницы принято называть труборезом — с их помощью можно делать чёткие перпендикулярные разрезы без всяческих заусениц и лишних задиров пластика. Если найти подходящий инвентарь не получается, то его можно заменить специальными кусачками или ножовкой.
- Если планируется сваривать трубы с армированными алюминиевыми слоями (маркировка PN 25), то обязательно потребуется инструмент для зачистки — называется шейвер. Данный инструмент представляет собой головку небольших размеров, на которой располагается множество маленьких острых ножей, способных при сильном вращении быстро снять верхний слой трубы.
- Кроме этого, может потребоваться фаскосниматель — специальное устройство, предназначенное для выравнивания краев пластиковых изделий в месте их среза. Чаще всего его приходится использовать в случае, когда детали пластиковых труб были отрезаны неподходящим инструментом, что приводит к возникновению неровных срезов или срезов с сильными зазубринами. Если этот прибор найти не удалось, для срезов фасок подойдёт хорошо заточенный нож с коротким лезвием.
- Когда планируется проводить сварку изделий, имеющих диаметр более 50 мм, не обойтись в работе без центрирующего устройства. Обусловлено это тем, что при соединении могут возникнуть небольшие смещения, ну, а чтобы их не допустить, всегда необходимо использовать любое центрирующее приспособление.
- Для проведения замеров также может понадобиться линейка, рулетка и яркий маркер.
Все детали и инструменты, которые понадобятся для предстоящей сварки, необходимо тщательно очистить от загрязнения и жира, а места соединения — хорошо обработать спиртовым раствором, особенно в зонах стыка.
Как соединять трубопровод
От монтажа составных элементов тоже много что зависит, поэтому расскажем, как правильно соединять комплектующие, чтобы они отслужили весь эксплуатационный период и даже больше.
Сперва уделите немного времени и сил на тренировку. Просто попрактикуйтесь в соединении частей, чтобы сделать все быстро и детали не остыли из-за медлительности исполнения. Для разогрева своего навыка:
- Сделайте трубки необходимого размера, чтобы подогнать под нужный размер, воспользуйтесь специальными ножницами.
- Очистите полученные куски от заусениц, жира, слоя пыли и всяческой грязи.
- Маркером поставьте пометку в месте где будет располагаться фитинг, это стоит делать, если объединение будет происходить муфтовым способом.
- Паяльник должен быть крепко зафиксирован на рабочем месте. Не пренебрегайте инструкцией, чтобы не ошибиться в эксплуатации.
- Насадки нужно закрепить на «Утюжке».
- В пайке полипропиленовых труб таблица примерных величин, станет хорошим советником и помощником, чтобы подобрать нужную температуру для каждого из случаев.
- После нагревания «Утюга» спустя 3 минут, нацепите фитинг и трубочку на насадку и ждите время, которое указанно в таблице. Помните про окружающую температуру среды.
- Быстро снимите разогретые составные части с насадок и скомпилируйте их. Помните, не стоит их сильно давить! Прилагайте небольшие, но ощутимые усилия. При Муфтовом методе допустимо легкое вращение деталей, чтобы они проникли внутрь друг друга.
- Выжидаем немного времени и вот союз двух частей скреплен и надежен.
- Пока температура поделки снижается не трогаем ее лишний раз. Через час трубопровод будет готов транспортировать воду.
3 Назначение технологии стыковой сварки
Сварка встык – один из трех способов сварки полиэтиленовых труб, обеспечивающих прочность сварного соединения не ниже прочности самой трубы. Два других способа – сварка с закладными нагревателями и сварка нагретым инструментом в раструб.
Технология стыковой сварки позволяет соединять трубы из любых термопластов I и II группы – ПЭ, ПП, ПВДФ, ПВХ и пр. Другими словами, из полимеров, которые при нагреве способны перейти в вязко-текучее состояние, а после остывания – снова затвердеть без существенного изменения физико-химических свойств.
Основное достоинство технологии стыковой сварки перед другими видами сварки пластиковых труб – в том, что для прокладки прямых участков трубопроводов не требуются расходы на соединительные детали; свариваются непосредственно отрезки труб.
Недостаток – в том, что, независимо от диаметра свариваемых труб, требуется строгое выполнение многочисленных требований технологии стыковой сварки, а сварка одного стыкового шва занимает сравнительно много времени.
Чем выше диаметр свариваемых труб, тем ощутимее превосходство достоинств технологии стыковой сварки над ее недостатками. Поэтому для диаметров ниже 63 мм сварка встык нагретым инструментом применяется очень редко. Что касается пластиковых труб диаметром выше 110 мм, то это, как правило, трубы из полиэтилена. Поэтому в подавляющем большинстве случаев технология стыковой сварки используется для соединения полиэтиленовых труб.
И наоборот, полиэтиленовые трубы в большинстве случаев соединяются по технологии стыковой сварки. Можно сказать, что «сварка полиэтиленовых труб» и «стыковая сварка труб» – почти синонимы.










Единственное ограничение – сварка стыковых швов не рекомендуется на безнапорных трубопроводах канализации из полимерных труб, т.к. на внутренней поверхности трубопровода в результате сварки стыкового соединения образуется валик оплавленного материала (т.н. грат), который может стать местом скопления твердых частиц и причиной засорения безнапорного трубопровода. Если внутренний грат срезается, то стыковые сварные соединения могут использоваться даже для прокладки канализации. Проблема в том, что на готовом трубопроводе факт удаления внутреннего грата практически невозможно проверить. Вероятно, поэтому основное «узаконенное» применение технологии стыковой сварки – монтаж напорных трубопроводов:
Наружные водопроводы из полиэтиленовых труб
Нормативный документ – СНиП 3.05.04-85*. Материал труб:
– Полиэтилен (ПНД), способы сварки – стыковая или раструбная (п.3.58. СНиП);
– ПВХ, соединение методом склеивания в раструб (п.3.62. СНиП).
В части технологии стыковой сварки полиэтиленовых труб СНиП 3.05.04-85* ссылается на один из первых Российских нормативных документов, в которых эта технология описана – ОСТ 6-19-505-79.
Наружные газопроводы из полиэтиленовых труб
Нормативный документ – СП 62.13330.2011, который является обновленной версией СНиП 42-01-2002. Речь идет только о подземных газопроводах (п.4.11 СП). Материал труб – только ПЭ, способы сварки полиэтиленовых труб – «…встык нагретым инструментом или при помощи деталей с закладными электронагревателями» (п.4.13 СП).
Здесь нет ни собственного описания технологии стыковой сварки, ни ссылки на другой нормативный документ. Зато собственная технология стыковой сварки полиэтиленовых труб описана в Газпромовском СТО 2-2.1-411-2010.
Нефтепроводы из полиэтиленовых и полипропиленовых труб
Монтаж нефтепроводов из пластиковых труб подчиняется ВСН 003-88 Миннефтегазстроя. Материал труб – ПЭ или ПП, способы сварки – нагретым инструментом встык или в раструб (п.7.5.3.1. ВСН).
ВСН 003-88 содержит описание технологии стыковой сварки полиэтиленовых (ПНД) и полипропиленовых труб, сходное с самыми привычными в России технологиями DVS 2207-1 и DVS 2207-11 соответственно.
Технологические трубопроводы
Монтаж технологических трубопроводов из пластиковых труб подчиняется СНиП 3.05.05-84. Трубы из полимерных материалов здесь собирательно называются «пластиковыми». Методы сварки не определены. Однако методы контроля качества сварки пластиковых труб здесь определены, в том числе, для стыковых соединений (п.4.23. СНиП).