Пайка отопления полипропиленовыми трубами: основные правила
Соединение труб
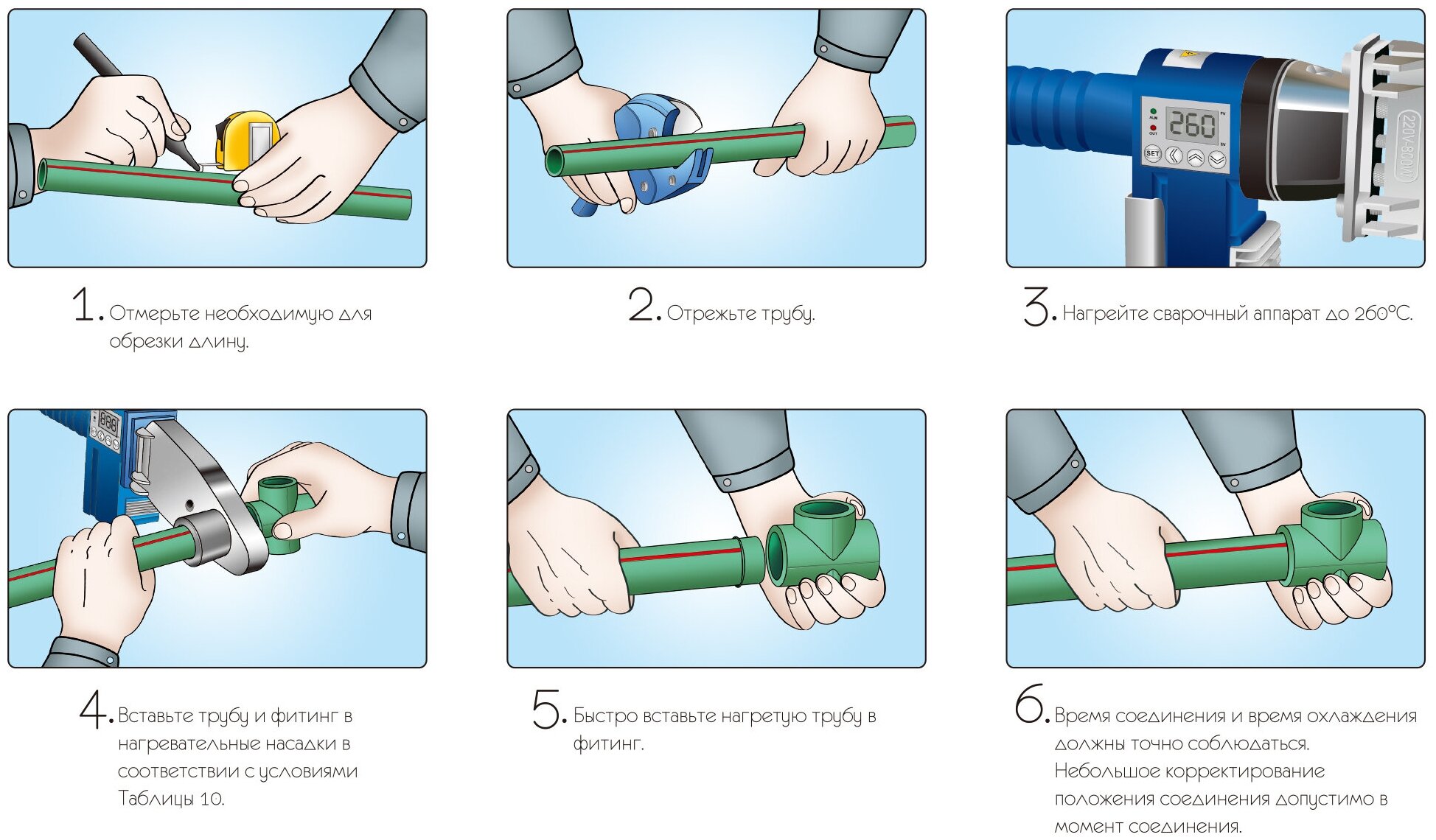
Формат и качество современных материалов и оборудования позволяет осуществлять монтаж надежного водопровода своими руками. Подготовка к работам и сам технологический процесс должны соблюдаться также, как это делают профессионалы. Не забудьте правильно подключить холодный и горячий стояки. Технология включает следование следующим правилам монтажа:
Вне зависимости от типа используемого аппарата оборудование следует держать в рабочем режиме на весь период пайки. Необходимо учитывать, что между каждым соединением в бытовых условиях необходимо будет делать новые замеры, уточнять схему разводку и размеры отдельных элементов. Обычно на это уходит не более 5 минут;
Бытовой водопровод монтируется на место эксплуатации готовыми участками. Сам процесс пайки происходит в удобном месте, в нестесненных условиях. Насадки, подобранные под диаметр труб, следует одевать заранее, чтобы избежать получения ожогов. В аппарат следует вставлять и нагревать оба конца стыкуемых элементов одновременно;
Перед тем как будет осуществлен разогрев внутренней и внешней поверхностей полипропиленовых труб, следует определить глубину шва. Чтобы нанести риску моно воспользоваться свободной насадкой. Методика разметки применяется не только при соединении в попутном направлении, Полипропиленовые трубы обладают достаточной гибкостью, что обеспечивает создание достаточно адаптивных схем разводки. Поэтому риски наносятся обязательно при формировании стыков под углом.
Сваривание полипропиленовых труб происходит однократно. Если качество соединения неудовлетворительное, переделать шов будет невозможно. В этом случае часто обрезают неудачный участок стыковки, что создает перерасход материала
Поэтому крайне важно не торопиться, что не переделывать работу и не бегать в магазин за недешевыми трубами.
Самое главное и простое правило стыковки полипропиленовых элементов – надежное удержание трубок и фитингов до момента затвердевания после разогрева. Ввиду малых сроков остывания многие предпочитают пользоваться руками, что опять же повышает риски получения некачественного шва. Самый надежный способ удержания стыкуемых ППР частей заключается в использовании струбцины. В сочетании с соблюдением остальных правил такой подход обеспечит лучшее качество шва и герметичность всего водопровода в целом.
Выбор необходимых инструментов
Пластиковые трубы – незаменимый элемент как при строительстве и в ремонте. Они просты в монтаже, отличаются химической стойкостью и способны выдерживать рабочее давление до 2 бар при температуре до 95°С.
Но выполнить качественный монтаж системы и правильно спаять пластиковые трубы невозможно без применения специального оборудования.
Благодаря простоте монтажа и экологичности материала пластиковые трубы широко применяют в водоснабжении и отоплении жилых домов
Помимо труб и фитингов нужного размера для производства сварочных работ потребуются:
- паяльник с насадками;
- строительный уровень;
- рулетка;
- ножницы для резки труб;
- ветошь из плотных тканей.
В комплекте к паяльнику идут насадки разных диаметров с антипригарным тефлоновым покрытием. Они при нагревании оплавляют наружную поверхность концов труб и внутреннюю сторону соединительных элементов.
Для использования в бытовых условиях, чтобы запаять пластиковые трубы диаметром в 16-63 мм, вполне подойдет агрегат мощностью до 1200 кВт
Как паять трубы
Подготовка
Перед началом монтажа конструкции трубопровода нужно правильно нарезать трубы, чтобы не возникало проблем со стыковкой элементов. Все обрезы материала необходимо производить ножницами под углом в 90 градусов. Они дают возможность сделать наиболее точный отрез с ровным краем.
Затем необходимо разметить размеры соединительных поверхностей. Для этого определяется глубина нагрева фитинга или муфты путем отметки карандашом или маркером размера заглубления насадки. Отметку такого же размера делают на трубе.
Подготовка паяльника заключается в установке аппарата на рабочую подставку. Насадки, соответствующие диаметрам монтируемых деталей, крепятся на нагревательную поверхность. Элементы монтажа должны относительно легко попадать в нагретые насадки.
На регуляторе управления температурой паяльника выставляется оптимальная температура нагрева, она обычно составляет 210—260 градусов, полипропилен начинает плавиться при 170 градусах. Детали, подлежащие соединению, одновременно надеваются на отмеченную маркером глубину на нагретые насадки.
Дождавшись размягчения поверхностей (необходимое для этого время можно определить по специальным унифицированным таблицам), детали соединяют между собой на отмеченную глубину. Элементы соединяют с небольшим усилием, но без поворотов по своей оси — это категорически запрещено и нарушит герметичность сплава нагретых поверхностей.
Температурные параметры монтажа
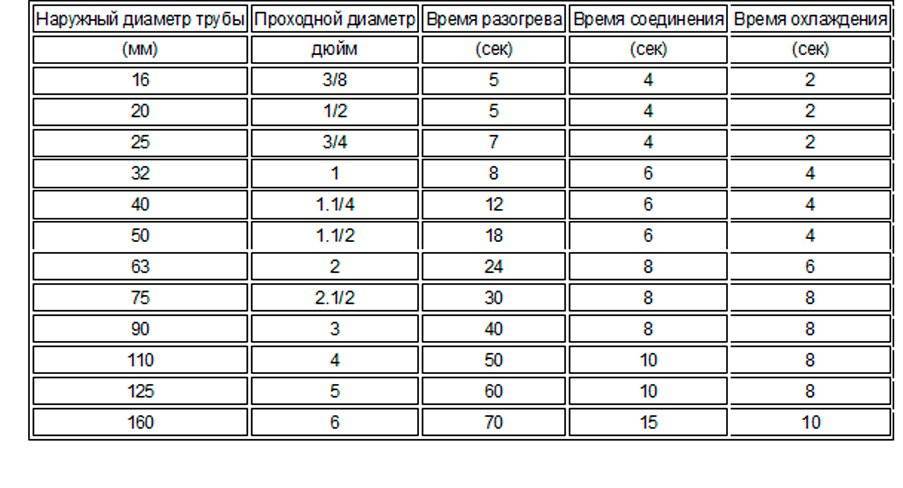
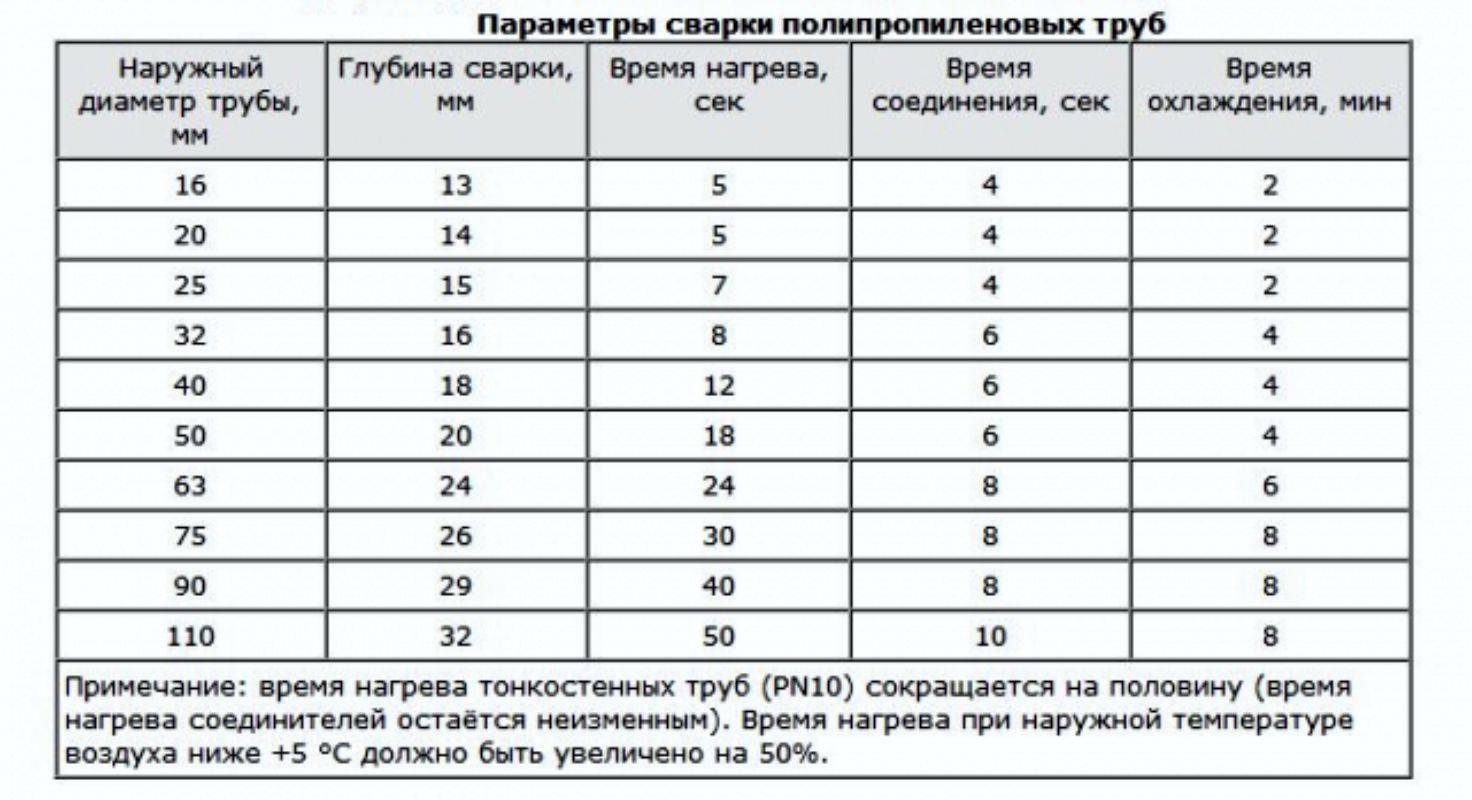
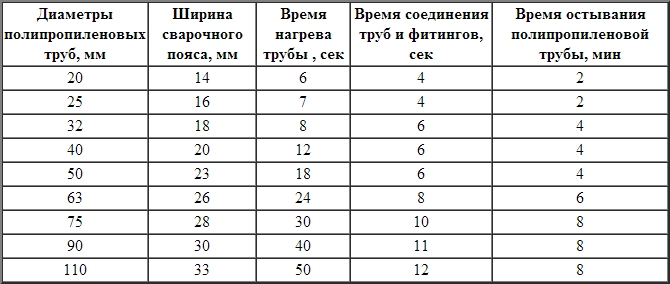
Температура пайки полипропиленовых труб зависит от диаметра и толщины изделия и начинается от 170 градусов. Для удобства расчёта времени нагрева существуют специальные таблицы. Ниже указаны временные параметры нагрева основных диаметров труб, используемых при монтаже домашних теплосетей или водопровода при температуре нагрева паяльного агрегата 240 градусов.
| Стандартные диаметры труб, фитингов муфт в миллиметрах | Время нагрева в секундах | Время стыковки соединяемых деталей | Время фиксации для охлаждения деталей |
| 16 | 5 | 4 | 2 |
| 20 | 5 | 4 | 2 |
| 25 | 7 | 4 | 2 |
| 32 | 8 | 6 | 4 |
| 40 | 12 | 6 | 4 |
Используя параметры оптимального нагрева, стыковки и охлаждения соединяемых элементов, добиваются надёжного спаивания полипропиленовых труб и других составных частей трубопровода.
Трубопровоы холодного водоснабжения
Для монтажа холодного водоснабжения можно использовать любые полипропиленовые трубы, в том числе марки PN 10 и PN 16. Эти модели тонкостенны и требуют аккуратного отношения при стыковке расплавленных частей, для их соединения прилагается минимальное усилие. А также необходимо строго соблюдать время необходимого нагрева частей соединения. Для холодного водоснабжения используют, как правило, не армированные трубы, поэтому дополнительная обработка стыковочных концов не требуется. Перед началом монтажа основной конструкции лучше сначала произвести несколько пробных соединений для выбора оптимальной температуры нагрева паяльника.
Трубопроводы тепловых магистралей и горячего водоснабжения
Горячая вода, проходящая по трубам, вызывает незначительное расширение материала и, как следствие, увеличение длины изделия. Для компенсации этого явления при монтаже необходимо время от времени делать П-образные искривления магистрали. Высокая температура воды также требует установки специализированных армированных труб, которые изготавливаются немного больше необходимого для состыковки диаметра. Аккуратно обрезают лишний слой материала шейвером. Это необходимо для компенсации расширения по ширине трубы при нагреве. Дальнейшие действия происходят так же, как и при стыковке холодного водопровода.
Виды труб и фитингов из полипропилена
Опытные мастера для пайки полипропиленовых труб своими руками рекомендуют применять материалы известных производителей. Мы не будем останавливаться на марках труб, наименование и виды их можно легко найти в интернете. Полипропиленовые трубы подразделяют в зависимости от их назначения, например:
- только для воздуховодов и холодного водоснабжения;
- для холодного и горячего водоснабжения;
- для отопления помещений и перекачки агрессивных веществ.
По видам трубы подразделяются на следующие.
Толстостенные полипропиленовые трубы. Их обычно маркируют (PPR). Такие трубы подходят для холодного и горячего водоснабжения, при температуре до 70 градусов и относительно невысоком давлении в системе. Такие трубы относительно недороги, легко соединяются методом пайки. Коэффициент расширения при температуре до 70 градусов составляет 1 см на 1 метр трубы. Это делает трубы малопригодными для монтажа системы отопления помещений.
Армированные алюминием полипропиленовые трубы. Их маркируют (PPR-AL-PPR) или (PPL-AL-REX внутренний слой этилен). Подходят для горячего водоснабжения (коэффициент расширения армированной трубы при температуре 70 градусов составляет 0,1 см на 1 метр). Армированные трубы используют при монтаже систем отопления помещений, благодаря низкому коэффициенту теплорасширения, такие трубы не искривляются под действием высоких температур, выдерживают температуру до 90 градусов и высокое давление в трубопроводе. Недостаток – при пайке фольгированных труб необходимо их зачищать, до снятия слоя алюминия специальным приспособлением — шейвером.
Армированные стеклопластиком полипропиленовые трубы. Их маркируют (PPR-FB-PPR). Принципиально не отличаются по видам практического применения от фольгированных, однако имеют чуть больший коэффициент расширения. Преимущество – нет необходимости использовать шейвер.
Фитинги – элементы соединения труб. Существует множество видов фитингов, которые подразделяются, например: для продления трубы, разветвления, соединения труб разного диаметра, присоединения водяных кранов, счетчиков, поворотов под различным углом, заглушки труб. Вот несколько видов фитингов:

Муфта. Используются для соединения двух труб. По виду цилиндр – внутренний диаметр, соответствует наружному.

Переходник. Предназначены для соединения двух труб разного диаметра. По виду напоминают цилиндр с разным диаметром на концах.

Уголок. Используют для поворотов труб. Свойства полипропилена позволяют гнуть трубы под углом, примерно до 45 градусов. Однако это портит вид конечной работы. Поэтому для полипропиленовых труб используют уголки, обеспечивающие поворот на от 15 до 165 градусов. Чаще всего используются 45 и 90 градусные уголки. Следует отметить, что практически все фитинги продаются в двух вариантах: без резьбы, для соединения двух полипропиленовых труб, и с резьбой, для подключения к стальным трубам или гибким шлангам.

Тройники и крестовины. Предназначены для разветвления труб. При этом возможно комбинированное разветвление пластиковых труб, переходящих в металлические и так далее.

Обвод. Разные виды обводов используют для соединения труб идущих вдоль небольшого препятствия. Причем обводы бывают с наличием муфт на концах.

Существуют и иные виды фитингов, необходимость использования выявляется в процессе выполнения конкретной работы.
Эксплуатация паяльника
Существует несколько правил, как пользоваться паяльником для пластиковых труб
Паяльник устанавливается на ровной поверхности и на нем специальными ключами закрепляются насадки всех нужных диаметров. Ближе к краю ставится насадка, необходимая для пайки непосредственно на стене.
-
- Все отдельные фрагменты трубопровода лучше собирать на установленном стационарно паяльнике для полипропиленовых труб. Сборку отдельных фрагментов в цепь на стене необходимо производить при участии помощника.
- Начинать работу необходимо после полного разогрева паяльника (для полипропиленовых труб – 260 градусов), через 10-15 минут после включения (см. инструкцию к аппарату).
- Паяльник должен быть включен в сеть на протяжении всего времени работы.
- Нагрев двух деталей производится одновременно.
- Остатки пластика с еще горячей насадки удаляются сразу по завершении каждого эпизода сварки полипропиленовых труб брезентовой ветошью. Недопустима очистка холодных насадок.





![[инструкция] пайка полипропиленовых труб своими руками: описание видов используемых материалов, комплектующих и инструмента | видео](https://proreiling.ru/wp-content/uploads/b/7/b/b7bbc823e8cb2fac4b2057253ed0ca59.jpeg)

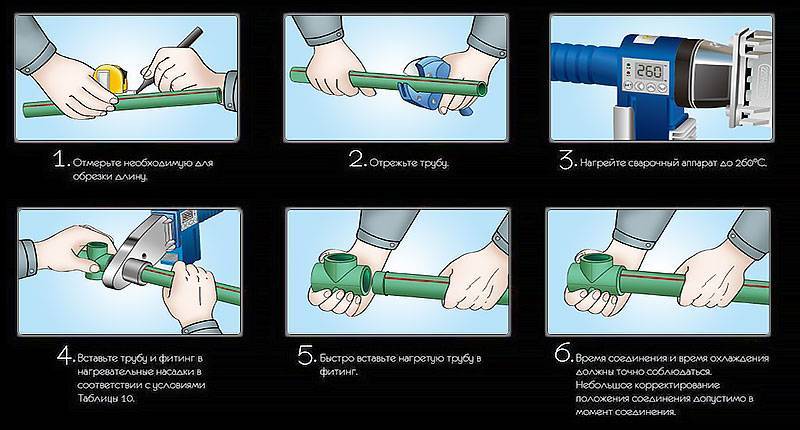
Процесс монтажа
Поэтапная инструкция, как спаять пластиковые трубы, поможет вам произвести качественный и быстрый монтаж.
- Обрезными ножницами отрезаем трубу перпендикулярно ее оси.
- Подбираем фитинг нужного размера.
Обратите внимание! Не разогретый фитинг должен иметь внутренний диаметр чуть меньший наружного диаметра трубы
- Очищаем раструб фитинга и конец трубы от пыли, обезжириваем мыльной водой или спиртом и просушиваем.
- Устанавливаем соединяемые детали на соответствующую насадку паяльника: труба вставляется в гильзу на полную глубину сварки, на дорн надевается раструб фитинга.
Пластиковые трубы: как паять и получить качественное соединение
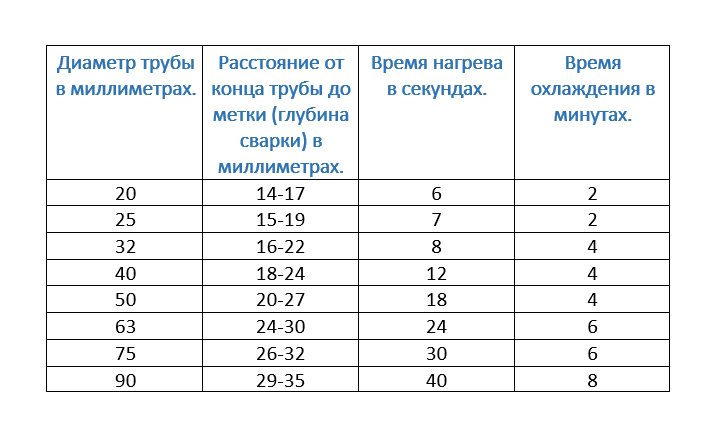
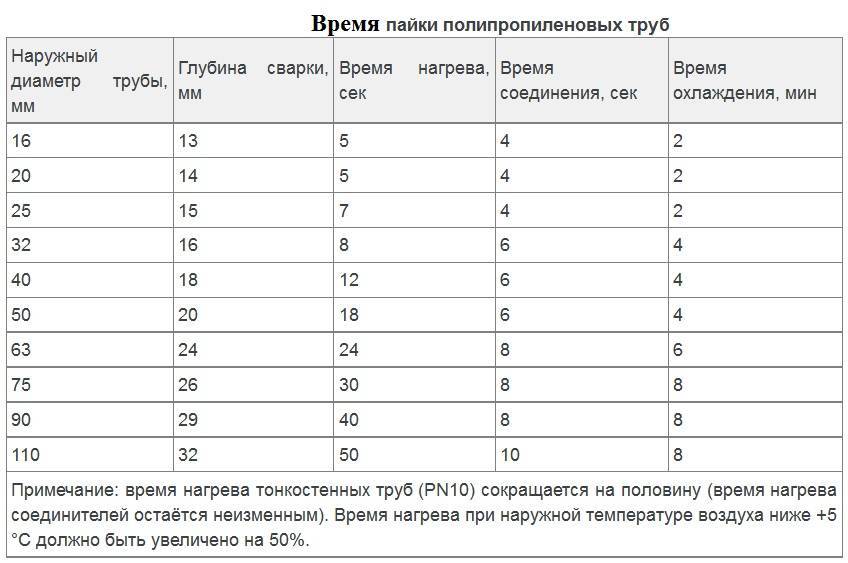
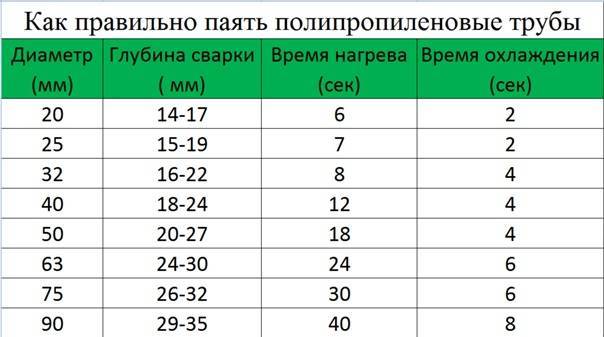
- Выдерживаем время нагрева, соответствующее диаметру труб по таблице:
| Диаметр труб, мм | Ширина свариваемого пояса, мм | Время нагрева деталей*, сек | Время соединения, сек | Время остывания пайки, мин |
| 20 | 14-16 | 6 | 4 | 2 |
| 25 | 15-18 | 7 | 4 | 2 |
| 32 | 16-21 | 8 | 6 | 4 |
| 40 | 18-22 | 12 | 6 | 4 |
| 50 | 20-25 | 18 | 6 | 4 |
| 63 | 24-28 | 24 | 8 | 6 |
*- в таблице указано время для нагрева деталей при температуре воздуха 20°С; при более низких значениях температуры нагрев деталей следует продлить, а при более высоких — сократить.
- Снимаем детали с паяльника и соединяем друг с другом без поворота по оси на полную глубину раструба фитинга.
При правильном соединении у края раструба должен образоваться сплошной наплыв в виде валика по всей окружности, как показано на фото ниже:
- Выдерживаем период охлаждения, во время которого недопустимы деформации в виде изгиба или поворота спаиваемых деталей.
Не имея опыта пайки пластиковых труб, сделайте несколько пробных соединений. Для контроля разрежьте образец вдоль оси. Он должен быть монолитным:
Образец монолитного соединения
Следует помнить о необходимости соблюдения правил по технике безопасности. Ведь монтаж ведется с использованием электроинструмента, высоких температур и пластикового материала, который при нагревании до высоких температур выделяет опасные пары.
Как паять пластиковые трубы — подробная инструкция
Инструкция по спайке системы водопровода своими руками:
- Очистить при помощи спирта места среза от жирового или грязевого слоя.
- Трубу с раструбом поместить в насадку и прогреть в течение определенного времени (от 5 до 40 секунд в зависимости от диаметра).
- За 4-8 секунд вставить трубу в раструб и соединить элементы таким образом.
- Убедиться в высоком качестве соединения, которое выглядит как пластиковые кольца.
Важно отметить, что инструкция по пайке медного трубопровода существенно отличается от схемы сварки пластикового. Поэтому даже при наличии опыта монтажа медных изделий рекомендуется тщательно изучить правила спайки пластиковых
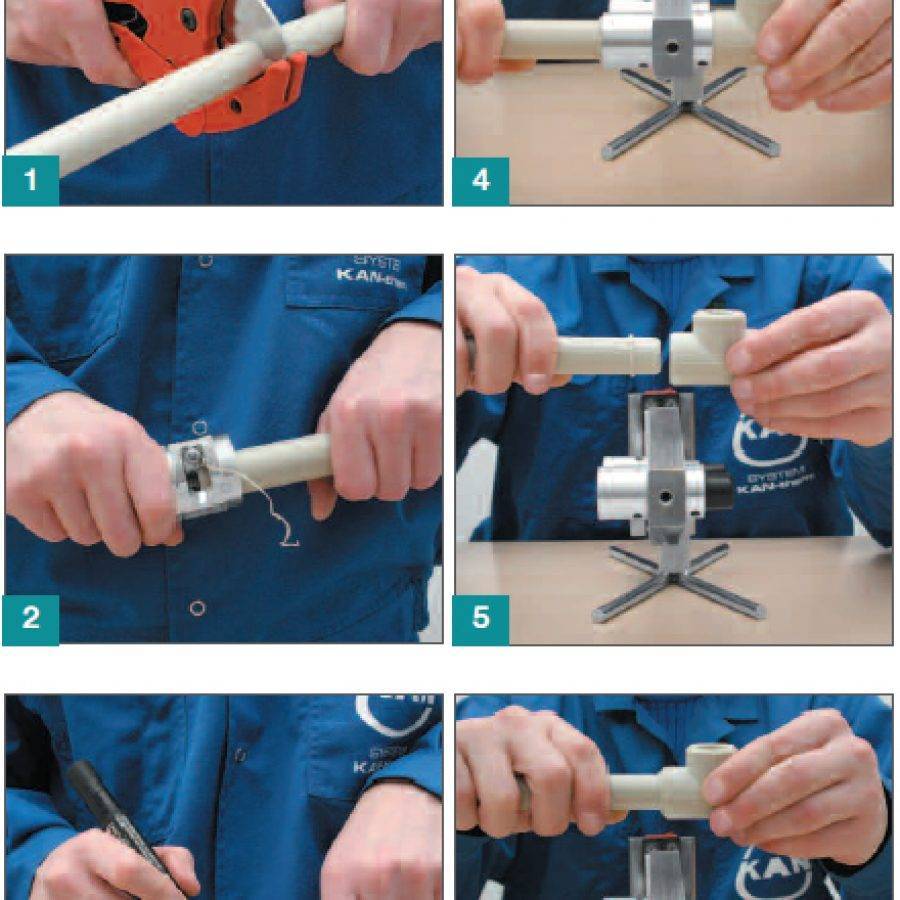
Подготовка элементов
В первую очередь необходимо подготовить весь материал. Затем материал следует нарезать на нужную длину, используя труборез, ножницы либо монтажный нож. Срез должен быть обязательно сделан под углом 90 градусов, в противном случае, сварочное соединение не будет герметичным.
Желательно обработать армированную трубу при помощи шейвера. Если данный инструмент отсутствует, можно заменить его монтажным ножом. Затем срез обрабатывается до гладкости посредством использования напильника и наждачной бумаги.
Технология пайки
После подготовки расходного материала и инструментов можно приступать к непосредственному процессу. Технология пайки состоит из таких этапов:
- Сварочный аппарат прочно закрепляют на поверхности и подключают необходимую насадку подходящего диаметра.
- На терморегуляторе задают оптимальную температуру (для полипропилена – 260 градусов, для ПВХ– 220), включают аппарат.
- После предварительного прогревания паяльного оборудования трубу и фитинг устанавливают на насадки.
- Спустя несколько секунд детали соединяются друг с другом и затем остывают.
Подобным образом производится пайка всех элементов системы водоснабжения или отопления. Мастер работает быстро, весь процесс требует мало времени, однако необходима аккуратность и точность при соединении деталей.
Проверка качества соединений
После завершения работ рекомендуется оставить смонтированную систему на время от 1 часа (при нормальной температуре) до 2-3 часов (при охлажденном воздухе). Затем в нее заливается вода и проверяется герметичность стыков. При обнаружении протечки необходимо вылить воду, заново смонтировать участок и установить новую муфту или фитинг. Заклеивание или запайка протекающего стыка не принесет положительного результата.
Меры безопасности
Чтобы снизить риск получения травмы, при проведении работ рекомендуется следовать таким правилам:
- непременно надевать защитные перчатки;
- очистить рабочее место, попавшая грязь может испортить герметичность и красоту сварки;
- не отключать паяльное оборудование от сети при проведении процедуры;
- установить аппарат на ровной поверхности;
- начинать процедуру можно только после полного разогрева оборудования. Это, как правило, происходит за 5 минут для современных моделей и за 20 минут для старых паяльников.
Соединение труб пайкой с армированием
Перед сваркой армированных изделий важно в первую очередь снять верхний слой фольги. Пластиковые трубы с алюминиевым армированием в большинстве случаев имеют крупный диаметр, поэтому для насадок стандартного размера не подходят
В качестве подготовительного этапа осуществляют зачистку. Для этого используют швейер или торцеватель, который чистит защитный слой до пластика. Армированные стекловолоконные изделия спаиваются по стандартной схеме.
Выполнение всех рекомендаций на этапе подготовки, поможет избежать прорывов, пробоев, протечек.
Нюансы сварки труб из полипропилена

Элементы сварочного аппарата
- Одним из основных требований при сварке полипропиленовых труб, которое зачастую игнорируется, является обезжиривание поверхностей свариваемых элементов. Конечно, сварку можно производить и без него, однако качество соединения будет куда ниже.
Прежде чем начать процесс, торец трубы и внутреннюю поверхность фитингового элемента следует протереть спиртом. Это также способствует удалению мелкого абразива и частиц пыли с поверхности, которые негативно влияют на целостность тефлонового покрытия насадок сварочного аппарата.
Перед непосредственной установкой, поверхности насадок также требуют осмотра и обработки спиртом для предотвращения налипания расплавленного пластики, при последующем механическом удалении которого тефлон может быть поврежден.
- Разметка глубины посадки полипропиленовых труб является не менее важным моментом, который должен быть учтен во время сварки полипропиленовых труб.
Фитинги различного калибра предполагают разную глубину сварного соединения. Это значит, что перед сваркой труб необходимо измерить глубину с помощью штангенциркуля или линейки.
При этом не будет совершена ошибка с введением трубы в отверстие соединяемого элемента глубже положенного. Иначе, может быть сужено сечение проходного отверстия или же вовсе запайка трубы.
- Как правило, проведение разметки труб является весьма хлопотным занятием. Глубину посадки элементов профессионалы определяют на глаз, однако такой опыт возможен лишь впоследствии продолжительной практики и не для каждого.
Для облегчения задачи часто изготавливают специальное приспособление, которое позволяет не только облегчить процесс замеров, но и сэкономить время. Такое приспособление для трубы 20 мм в диаметре делают из отрезка трубы 32 мм в диаметре.
![[инструкция] пайка полипропиленовых труб | видео](https://proreiling.ru/wp-content/uploads/9/1/d/91d1597b4b0a5bb7e3c5829ebce5ca4c.jpeg)






При глубине посадки 20 миллиметровой трубы в 15мм, необходимо отрезать от 32 миллиметровой трубы кольцо 15 мм в ширину. Кольцо может быть применено для точной отметки линии, означающей глубину посадки, что весьма удобно при надобности сварки большого числа элементов между собой.
Разметочное кольцо может быть модернизировано приклейкой пластикового или картонного дна, что сведет сложность процесса разметки до минимума. Подобные кольца могут быть изготовлены для полипропиленовых труб всех диаметров, кроме наибольшей.
Обычно пайка полипропиленовых труб своими руками производится одним человеком на столе или полу. Но порой при сборке трубопровода возникает необходимость сварки труб на месте установки. Тогда без еще одной пары рук просто не обойтись.
Помощник при этом должен быть ознакомлен с тем, как правильно сваривать полипропиленовые трубы.
В процессе сварки труб из полипропилена ни в коем случае нельзя медлить. Нужно строго соблюдать время нагрева соединяемых элементов, которое указано в соответствующей таблице для каждого диаметра, в особенности, когда сварка производится на месте установки, и не представится возможности проверки качества соединения.
Наиболее распространенной оплошностью является перегрев деталей, вследствие чего происходит сужение сечения трубы.
Процесс сваривания
Перед тем как приступить к работе, нужно поставить на паяльник насадки, соответствующие размерам труб, а затем включить его и настроить. Тут надо знать, при какой температуре паять полипропиленовые трубы. Большинство производителей указывают рабочую температуру 260—270 ºС, выше поднимать не стоит, а то не избежать перегрева. Недогрев тоже чреват некачественным и негерметичным соединением, где потом быстро образуется течь.
Надо понимать, что время нагрева, диаметр изделий и температура сварки связаны между собой. В таблице мы укажем промежутки времени сваривания при стандартной температуре 260 ºС.

Примечание. Длительность сварки – это время до полного застывания пластмассы, когда стык набирает максимальную прочность.

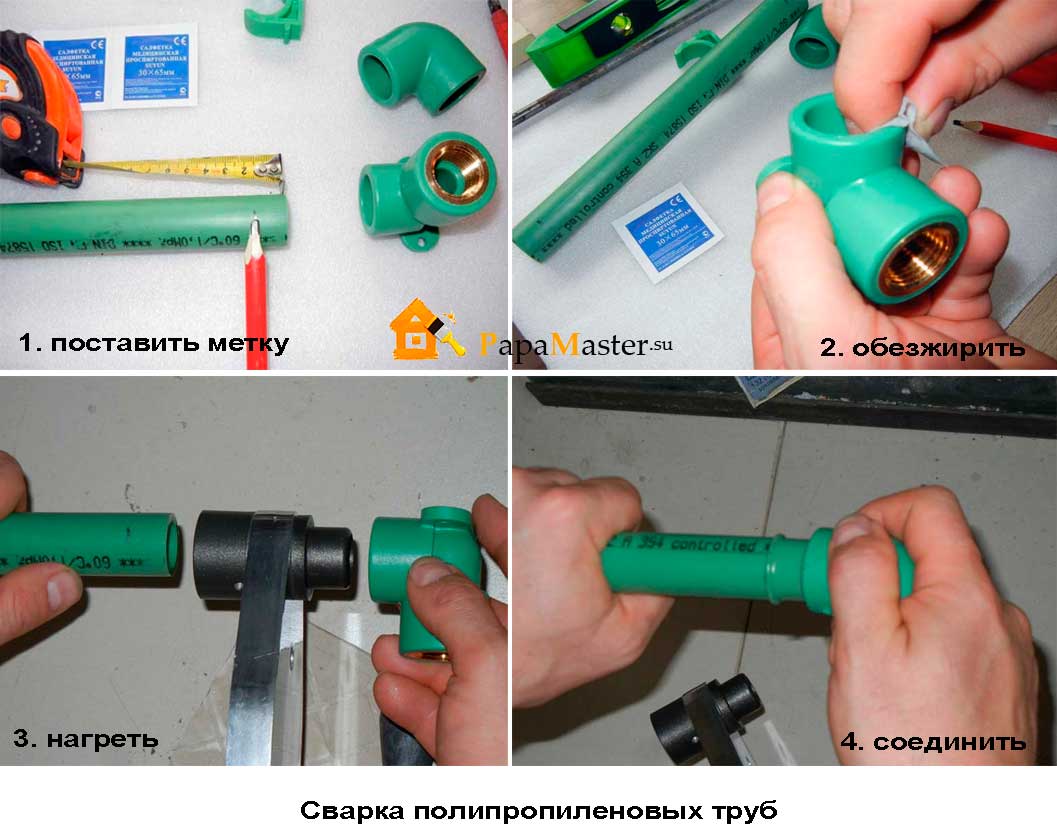
Когда настройка утюга окончена, приступаем к свариванию, следуя инструкции для пайки полипропиленовых труб:
- Взяв в одну руку трубу, а в другую – фитинг, одеваем их на насадку разогретого паяльника одновременно с двух сторон, не поворачивая вокруг своей оси.
- Выдерживаем положенное время.
- Аккуратно снимаем обе соединяемые части с тефлоновой насадки, опять же, без вращения.
- Плавно вставляем трубу в фитинг до отметки без проворачивания и фиксируем в течение времени, указанного в таблице, на этом стык готов. Подробнее операция показана на видео:
Удобнее правильно пользоваться паяльником, когда он установлен на столе, поэтому вначале рекомендуется пропаять несколько тренировочных стыков. После этого можно в удобном положении собрать все возможные узлы с короткими участками. Дальше следует прокладка магистралей с присоединением тройников по месту, здесь уже придется труднее. Нагретый утюг для пайки нужно будет одной стороной надевать на проложенную трубу, а на вторую натягивать тройник, держа аппарат на весу. Потом паяльник снимается с обеих деталей и они состыковываются.
Прокладывая магистральные трубопроводы, соблюдайте очередность монтажа участков и элементов. Начните сборку системы от источника тепла и идите до конца, а чтобы соединить две полипропиленовые трубы, старайтесь использовать только тройники, от которых пойдут отводы к батареям. Муфты для этой цели применяйте, когда иначе поступить нельзя. Избегайте стыков в труднодоступных местах, иначе для их выполнения придется работать сразу двумя паяльниками, чтобы одновременно прогреть соединяемые части.
Совет. Многие производители полипропиленовых систем разрабатывают собственные инструкции по монтажу своих изделий. Оттуда можно почерпнуть массу полезной информации, воспользуйтесь этим.

Преимущества труб из полипропилена
Сварка полипропиленовых труб своими руками позволяет получить конструкцию высокого качества, долговечную и надежную. Происходит это потому, что и сам материал обладает очевидными достоинствами:
- Невосприимчивость к коррозии — пластик не ржавеет и не разрушается.
- Отсутствие токсичных компонентов — в составе полипропилена нет экологически опасных компонентов, а следовательно, они могут применяться для создания питьевых водопроводов без ограничений.
- Малый вес — полипропиленовые трубы очень легкие, ощутимо легче металла.
- Длительный эксплуатационный период — до 50 лет.
- Легкость монтажа — технология сварки полипропиленовых труб доступна даже начинающему мастеру.
- Экономичность — такие трубы не требуют окраски или других затрат на профилактическое обслуживание.
Во всей конструкции местом с недостаточной прочностью могут оказаться стыки — а их качество зависит от того, насколько точно будет соблюдена технология сварки. Естественно, потребуется также правильно выбрать соответствующие назначению трубопровода элементы и фитинги.
Почему выбирают именно полипропилен?
Популярность полипропиленовых труб обусловлена наиболее оптимальным соотношением стоимость-качество.
Такая разновидность изделий избавлена от коррозийных процессов, потому срок службы их весьма продолжительный
И, что не менее важно, они легки в монтаже, а с последним справится любой домашний мастер самостоятельно

Схема пайки труб из полипропилена.
Перечислим области, где широко применяют трубы подобного рода:
- в строительстве водопровода для транспортировки холодной и горячей воды;
- в сооружении систем водоотведения и канализации;
- в возведении отопительных систем;
- в сборке газопроводов;
- там, где требуется подача самых разнообразных веществ на производствах, в число которых могут входить и агрессивные.
Для сборки трубопровода с долговечным периодом использования в большинстве случаев находит применение технология диффузной сварки полипропиленовых труб. Она считается надежным и быстрым способом трубного полипропилена.
Посредством какого оборудования выполняется сварка полипропиленовых труб?
Для самостоятельной сборки трубопровода из полипропиленовых изделий придется приобрести специализированное оборудование, а именно станок для сваривания труб, укомплектованный насадками необходимого размера.
Если работы планируется выполнить один раз, то можно не инвестировать в приобретение аппарата, а арендовать его на время. Есть такие монтажные организации, которые оказывают подобного рода услуги.
На цену будет влиять мощность и оснащенность аппарата. Для ремонтных работ на трубопроводе в условиях дома необходимости выбирать с большой мощностью и дорогой ценой аппарат нет. Данная характеристика оказывает влияние на скорость нагрева труб, но на качество сварных соединений она повлиять не может.

Время сварки полипропиленовых труб.
Относительно оснащенности следует убедиться, что в комплект агрегата входят насадки, размер которых соответствует диаметру труб, приготовленных для сварки.
Типичная комплектация предполагает присутствие насадок наиболее востребованной размерности. Для стыковки полипропиленовых труб большого диаметра с нужным размером насадки покупают отдельно.
Зачастую сварочный аппарат комплектуется труборезом. Данное приспособление предназначается для ровного нарезания изделий. Если труборез отсутствует в наборе, его докупают дополнительно.




Помимо сварочного аппарата, в работе нужны будут следующие приспособления:
- маркер и рулетка для проставления разметок;
- состав для обезжиривания поверхностей полипропилена (можно взять спирт);
- тряпка из натуральных тканей без ворса;
- торцеватель для выполнения кромок под углом (можно острый нож).
Это интересно: Какой аппарат для сварки полипропиленовых труб выбрать (видео)
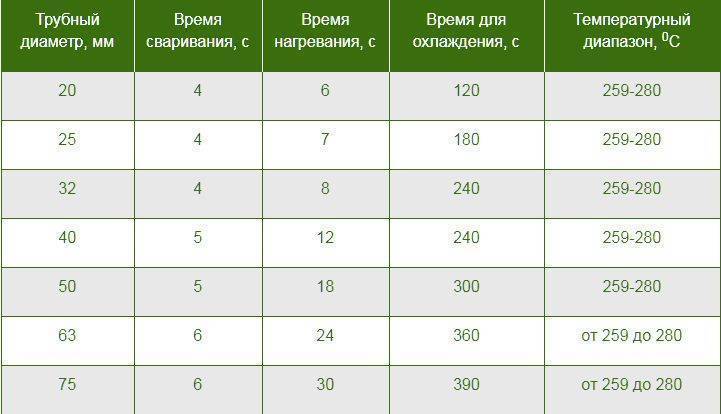
Распространённые ошибки
Существует несколько немаловажных нюансов, которые должны учитываться в процессе сварки ППР труб. Пренебрежение такими особенностями негативно сказывается на качестве соединений и существенно сокращает срок эксплуатации готовой системы.
Неправильная выдержка времени сварки
Пайка ППР труб предполагает точное соблюдение технологии. Слишком долгий нагрев вызывает сужение отверстие, что может стать причиной недостаточной теплоотдачи радиатора и излишнего давления внутри системы.
| Диаметр трубы (мм.) | Время сварки (сек.) | Время нагрева (сек.) |
| 20 | 4 | 5 |
| 25 | 4 | 7 |
| 32 | 4 | 8 |
| 40 | 6 | 12 |
| 50 | 6 | 18 |
| 63 | 6 | 24 |
| 75 | 8 | 30 |
| 90 | 8 | 40 |
| 110 | 10 | 50 |
Слишком глубокое вдавливание в фитинг
Чрезмерное погружение трубы способствует критическому уменьшению внутреннего диаметра трубопроводной системы. Чтобы сделать соединение правильно, необходимо ещё до нагрева аппаратом выполнить на трубе отметку, в соответствии с которой осуществляется стыкование.
Загрязнение соединяемых элементов
Вода и загрязнения на поверхности труб и фитинговых изделий не позволяют обеспечить полноценную герметичность собираемой конструкции. Перед тем, как приступать к пайке, потребуется удалить всю влагу и скопившуюся пыль.
Поворот труб в фитингах
После выполненного сваривания категорически нельзя осуществлять вращение составных элементов или их выворачивание. Результатом такого действия может являться появление протечек в процессе эксплуатации трубопровода.
Неправильный выбор оборудования
Инструмент для сварки полипропиленовых труб элементов должен строго соответствовать техническим характеристикам труб. Помимо паяльного прибора и специальных ножниц требуется приобрести маркёр, уровень, строительную рулетку и торцеватель.
Необходимый инструмент
Выполнять сварку полипропиленовых труб своими руками этим приспособлением не сложно, и под силу каждому начинающему мастеру. Стоимость инструментов этой линейки составляет от восьми до четырнадцати тысяч рублей. Но, для разовой работы покупать такой аппарат не рекомендуют. Это экономически не оправдано. Лучше взять его в аренду в любой монтажной компании.
Аппарат для сварки пластиковых труб зачастую продают совместно с насадками разного диаметра, (чтобы была возможность состыковывать трубы различных сечений) покрытых тефлоном. Так же для работы нам понадобиться следующий инструмент.
- Резак для трубного сортамента. Этот инструмент тоже дополняет комплектацию описываемого устройства.
- Шейвер. Это приспособление предназначено для армирующей прослойки на усиленных трубных изделиях.
- Линейка.
- Средства, которыми выполняют обезжиривание.
- Фитинги.
- Хорошо подточенный нож.
- Маркер и ветошь.
- Напильник.
Термостойкость и тепловое удлинение
Пропилен — прочный пластик, но он теряет свою устойчивость при определенных технических условиях. Материал лишается твердости, а значит, и формы, если температура теплоносителя поднимается до + 140 градусов. Однако, если взглянуть в технический паспорт, производители дают куда более скромные цифры. Они советуют выбирать пропиленовые трубы для монтажа той системы отопления, где температура теплоносителя не поднимается выше +95 градусов. Почему такая большая разница? Почему специалисты не рекомендуют использовать полипропилен для монтажа подающих теплотрасс?
Потому что при более высоких температурах описываемый материал меняет свои линейные размеры. При нагреве трубы сильно провисают, а возникающее в этом случае напряжение может привести к серьезным последствиям в виде опасных коммунальных аварий. Существуют некоторые приемы, позволяющие устранить подобные недостатки полипропилена.
Например, необходимо вместо простых пластиковых труб для монтажа системы отопления использовать армированные изделия. Они имеют коэффициент линейного удлинения в 5 раз меньший, чем у обычного пластика, поэтому собранный из них трубопровод способен выдержать давление в 5 раз большее.
Но даже в случае использования армированных труб необходимо устанавливать компенсаторы — специальные п-образные изгибы, собранные на прямых участках труб. При повышении температуры теплоносителя это позволит эластичным трубопроводам остаться прямыми за счет того, что П-образный отвод чуть сузится.
Выводы и полезное видео по теме
О тонкостях процессов пайки и склеивания труб можно узнать из следующих видеороликов:
Видео #1. Как правильно паять трубы:
Видео #2. Сборка водопровода без пайки:
Работы по самостоятельной состыковке полипропиленовых труб даже у начинающего мастера не должны вызвать особых сложностей. Нужно лишь четко и добросовестно выполнять все технологические нормы. И тогда собственноручно собранный трубопровод будет радовать вас беспроблемной работой.
Пишите, пожалуйста, в расположенном ниже блоке. Задавайте вопросы по спорным моментам, делитесь информацией, которая может быть полезна посетителям сайта. Оставляйте посты с собственным мнением, размещайте фотоснимки по теме статьи.